کیا ہیںموڑ مشق؟
ٹوئسٹ ڈرل مختلف قسم کی مشقوں کے لیے ایک عام اصطلاح ہے، جیسے دھاتی مشقیں، پلاسٹک کی مشقیں، لکڑی کی مشقیں، عالمگیر مشقیں، چنائی اور کنکریٹ کی مشق۔ تمام موڑ کی مشقوں میں ایک عام خصوصیت ہوتی ہے: ہیلیکل بانسری جو مشقوں کو اپنا نام دیتی ہے۔ مشینی ہونے والے مواد کی سختی کے لحاظ سے مختلف موڑ کی مشقیں استعمال کی جاتی ہیں۔
ہیلکس زاویہ سے
این ٹائپ کریں۔
●عام مواد جیسے کاسٹ آئرن کے لیے موزوں ہے۔
●قسم N کٹنگ ویج تقریباً موڑ کے زاویہ کی وجہ سے ورسٹائل ہے۔ 30°
اس قسم کا نقطہ زاویہ 118° ہے۔
H ٹائپ کریں۔
●سخت اور ٹوٹنے والے مواد جیسے کانسی کے لیے مثالی۔
●قسم H ہیلکس زاویہ تقریباً 15° ہے، جس کے نتیجے میں کم تیز لیکن انتہائی مستحکم کٹنگ ایج کے ساتھ ایک بڑا ویج اینگل ہوتا ہے۔
●H قسم کی مشقوں کا نقطہ زاویہ بھی 118° ہوتا ہے۔
ڈبلیو ٹائپ کریں۔
●نرم مواد جیسے ایلومینیم کے لیے استعمال کیا جاتا ہے۔
●تقریبا کا ہیلکس زاویہ۔ 40° کے نتیجے میں ایک تیز لیکن نسبتاً غیر مستحکم کٹنگ ایج کے لیے پچر کا ایک چھوٹا زاویہ بنتا ہے۔
●نقطہ زاویہ 130° ہے۔
مواد سے
ہائی سپیڈ سٹیل (HSS)
مواد کو تقریباً تین اقسام میں تقسیم کیا جا سکتا ہے: ہائی سپیڈ سٹیل، کوبالٹ پر مشتمل ہائی سپیڈ سٹیل اور ٹھوس کاربائیڈ۔
1910 سے، تیز رفتار سٹیل ایک صدی سے زائد عرصے سے کاٹنے کے آلے کے طور پر استعمال ہوتا رہا ہے۔ یہ فی الحال کاٹنے والے اوزاروں کے لیے سب سے زیادہ استعمال ہونے والا اور سب سے سستا مواد ہے۔ تیز رفتار سٹیل کی مشقیں دونوں ہینڈ ڈرلز اور مزید مستحکم ماحول جیسے ڈرلنگ مشین میں استعمال کی جا سکتی ہیں۔ تیز رفتار سٹیل کے طویل عرصے تک چلنے کی ایک اور وجہ یہ ہو سکتی ہے کہ تیز رفتار سٹیل کاٹنے والے ٹولز کو بار بار ری گراؤنڈ کیا جا سکتا ہے۔ اس کی کم قیمت کی وجہ سے، یہ نہ صرف ڈرل بٹس کو پیسنے کے لیے استعمال کیا جاتا ہے، بلکہ ٹرننگ ٹولز میں بھی بڑے پیمانے پر استعمال ہوتا ہے۔


کوبالٹ پر مشتمل ہائی سپیڈ اسٹیل (HSSE)
کوبالٹ پر مشتمل تیز رفتار اسٹیل میں تیز رفتار اسٹیل سے بہتر سختی اور سرخ سختی ہوتی ہے۔ سختی میں اضافہ اس کے لباس کی مزاحمت کو بھی بہتر بناتا ہے، لیکن ساتھ ہی اس کی سختی کا کچھ حصہ بھی قربان کر دیتا ہے۔ ہائی سپیڈ سٹیل کے طور پر ایک ہی: وہ پیسنے کے ذریعے کی تعداد میں اضافہ کرنے کے لئے استعمال کیا جا سکتا ہے.
کاربائیڈ (CARBIDE)
سیمنٹ کاربائیڈ دھات پر مبنی جامع مواد ہے۔ ان میں، ٹنگسٹن کاربائیڈ کو میٹرکس کے طور پر استعمال کیا جاتا ہے، اور کچھ دیگر مواد کو گرم آئسوسٹیٹک دبانے اور پیچیدہ عملوں کی ایک سیریز کے ذریعے سنٹر کے لیے بائنڈر کے طور پر استعمال کیا جاتا ہے۔ سختی، سرخ سختی اور لباس مزاحمت کے لحاظ سے تیز رفتار سٹیل کے مقابلے میں، یہ بہت بہتر ہوا ہے. لیکن سیمنٹڈ کاربائیڈ کاٹنے والے آلات کی قیمت بھی تیز رفتار اسٹیل سے کہیں زیادہ مہنگی ہے۔ ٹول لائف اور پروسیسنگ کی رفتار کے لحاظ سے سیمنٹڈ کاربائیڈ کے پچھلے ٹول میٹریل سے زیادہ فوائد ہیں۔ ٹولز کو بار بار پیسنے میں، پیشہ ورانہ پیسنے والے ٹولز کی ضرورت ہوتی ہے۔

کوٹنگ کے ذریعے

بے لیپت
کوٹنگز کو استعمال کے دائرہ کار کے مطابق تقریباً درج ذیل پانچ اقسام میں تقسیم کیا جا سکتا ہے۔
Uncoated اوزار سب سے سستے ہیں اور عام طور پر کچھ نرم مواد جیسے ایلومینیم مرکب اور کم کاربن سٹیل پر کارروائی کے لیے استعمال ہوتے ہیں۔
بلیک آکسائیڈ کوٹنگ
آکسائیڈ کوٹنگز بغیر کوٹڈ ٹولز سے بہتر چکنا پن فراہم کر سکتی ہیں، آکسیڈیشن اور گرمی کے خلاف مزاحمت میں بھی بہتر ہیں، اور سروس لائف کو 50% سے زیادہ بڑھا سکتی ہیں۔


ٹائٹینیم نائٹرائڈ کوٹنگ
ٹائٹینیم نائٹرائڈ سب سے زیادہ عام کوٹنگ مواد ہے، اور یہ نسبتا زیادہ سختی اور اعلی پروسیسنگ درجہ حرارت کے ساتھ مواد کے لئے موزوں نہیں ہے.
ٹائٹینیم کاربونیٹرائڈ کوٹنگ
ٹائٹینیم کاربونیٹرائڈ ٹائٹینیم نائٹرائڈ سے تیار کیا گیا ہے، اس میں اعلی درجہ حرارت کی مزاحمت اور پہننے کی مزاحمت ہے، عام طور پر جامنی یا نیلے رنگ کے۔ ہاس ورکشاپ میں کاسٹ آئرن سے بنی مشین ورک پیس میں استعمال ہوتا ہے۔


ٹائٹینیم ایلومینیم نائٹرائڈ کوٹنگ
ٹائٹینیم ایلومینیم نائٹرائڈ اوپر کی تمام کوٹنگز کے مقابلے میں اعلی درجہ حرارت کے خلاف زیادہ مزاحم ہے، لہذا اسے زیادہ کاٹنے والے ماحول میں استعمال کیا جا سکتا ہے۔ مثال کے طور پر، پروسیسنگ superalloys. یہ سٹیل اور سٹینلیس سٹیل کی پروسیسنگ کے لیے بھی موزوں ہے، لیکن چونکہ اس میں ایلومینیم کے عناصر ہوتے ہیں، اس لیے ایلومینیم کی پروسیسنگ کے دوران کیمیائی رد عمل ظاہر ہوتا ہے، اس لیے ایلومینیم پر مشتمل مواد پر کارروائی کرنے سے گریز کریں۔
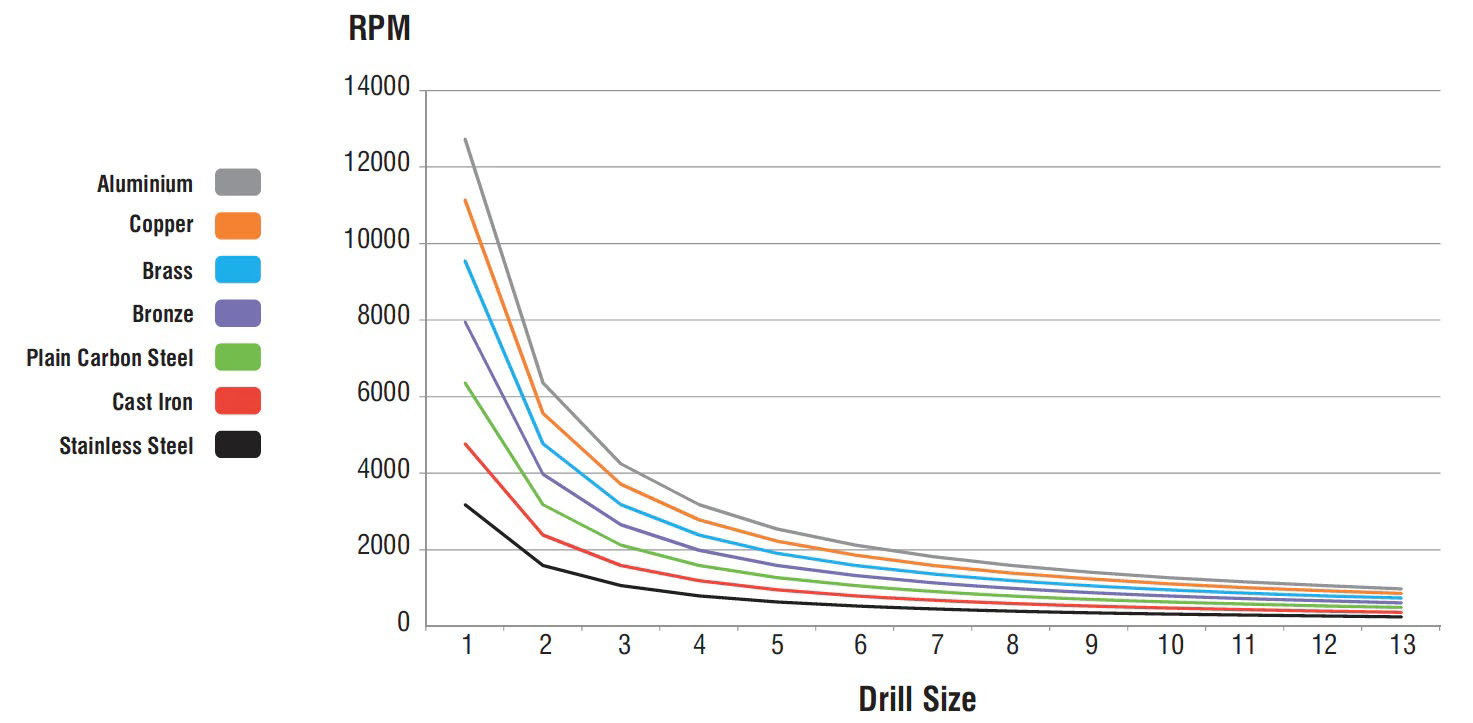
دھات میں ڈرلنگ کی تجویز کردہ رفتار
| ڈرل سائز | |||||||||||||
| 1MM | 2MM | 3MM | 4MM | 5MM | 6MM | 7MM | 8MM | 9MM | 10MM | 11 ملی میٹر | 12 ملی میٹر | 13MM | |
| بے داغسٹیل | 3182 | 1591 | 1061 | 795 | 636 | 530 | 455 | 398 | 354 | 318 | 289 | 265 | 245 |
| کاسٹ لوہا | 4773 | 2386 | 1591 | 1193 | 955 | 795 | 682 | 597 | 530 | 477 | 434 | 398 | 367 |
| سادہکاربنسٹیل | 6364 | 3182 | 2121 | 1591 | 1273 | 1061 | 909 | 795 | 707 | 636 | 579 | 530 | 490 |
| کانسی | 7955 | 3977 | 2652 | 1989 | 1591 | 1326 | 1136 | 994 | 884 | 795 | 723 | 663 | 612 |
| پیتل | 9545 | 4773 | 3182 | 2386 | 1909 | 1591 | 1364 | 1193 | 1061 | 955 | 868 | 795 | 734 |
| کاپر | 11136 | 5568 | 3712 | 2784 | 2227 | 1856 | 1591 | 1392 | 1237 | 1114 | 1012 | 928 | 857 |
| ایلومینیم | 12727 | 6364 | 4242 | 3182 | 2545 | 2121 | 1818 | 1591 | 1414 | 1273 | 1157 | 1061 | 979 |
HSS مشقیں کیا ہیں؟
HSS ڈرلز سٹیل کی مشقیں ہیں جو ان کے یونیورسل ایپلی کیشن کے امکانات سے نمایاں ہیں۔ خاص طور پر چھوٹی اور درمیانی سیریز کی پیداوار میں، غیر مستحکم مشینی حالات میں اور جب بھی سختی کی ضرورت ہوتی ہے، صارفین اب بھی تیز رفتار اسٹیل (HSS/HSCO) ڈرلنگ ٹولز پر انحصار کرتے ہیں۔
HSS مشقوں میں فرق
تیز رفتار اسٹیل کو سختی اور سختی کے لحاظ سے مختلف معیار کی سطحوں میں تقسیم کیا گیا ہے۔ ٹنگسٹن، مولیبڈینم اور کوبالٹ جیسے مرکب اجزاء ان خصوصیات کے ذمہ دار ہیں۔ کھوٹ کے اجزاء میں اضافے سے ٹیمپرنگ مزاحمت، پہننے کی مزاحمت اور آلے کی کارکردگی کے ساتھ ساتھ خریداری کی قیمت میں اضافہ ہوتا ہے۔ یہی وجہ ہے کہ کٹنگ میٹریل کا انتخاب کرتے وقت اس بات پر غور کرنا ضروری ہے کہ کس میٹریل میں کتنے سوراخ کرنے ہیں۔ تھوڑے سے سوراخوں کے لیے، سب سے زیادہ سرمایہ کاری مؤثر کاٹنے والے مواد HSS کی سفارش کی جاتی ہے۔ سیریز کی تیاری کے لیے اعلیٰ معیار کے کاٹنے والے مواد جیسے HSCO، M42 یا HSS-E-PM کا انتخاب کیا جانا چاہیے۔
| ایچ ایس ایس گریڈ | ایچ ایس ایس | ایچ ایس سی او(HSS-E بھی) | ایم 42(HSCO8 بھی) | PM HSS-E |
| تفصیل | روایتی ہائی سپیڈ سٹیل | کوبالٹ اللوائے ہائی سپیڈ سٹیل | 8% کوبالٹ اللوائے ہائی سپیڈ سٹیل | پاؤڈر میٹالرجی طور پر تیز رفتار اسٹیل تیار کرتا ہے۔ |
| کمپوزیشن | زیادہ سے زیادہ 4.5% کوبالٹ اور 2.6% وینیڈیم | کم از کم 4.5% کوبالٹ یا 2.6% وینیڈیم | کم از کم 8٪ کوبالٹ | HSCO کے طور پر ایک ہی اجزاء، مختلف پیداوار |
| استعمال کریں۔ | یونیورسل استعمال | اعلی کاٹنے والے درجہ حرارت/ ناموافق کولنگ، سٹینلیس سٹیل کے لیے استعمال کریں۔ | مشکل سے کاٹنے والے مواد کے ساتھ استعمال کریں۔ | سیریز کی پیداوار میں اور اعلی آلے کی زندگی کی ضروریات کے لیے استعمال کریں۔ |
HSS ڈرل بٹ سلیکشن چارٹ
| پلاسٹک | ایلومینیم | کاپر | پیتل | کانسی | سادہ کاربن اسٹیل | کاسٹ لوہا | سٹینلیس سٹیل | ||||
| کثیر مقصدی | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| صنعتی دھات | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| معیاری دھات | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
|
| |||
| ٹائٹینیم لیپت | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| ٹربو میٹل | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
| ایچ ایس ایسکے ساتھکوبالٹ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
میسنری ڈرل بٹ سلیکشن چارٹ
| مٹی کی اینٹ | آگ کی اینٹ | B35 کنکریٹ | B45 کنکریٹ | مضبوط کنکریٹ | گرینائٹ | |
| معیاریبرک | ✔ | ✔ | ||||
| صنعتی کنکریٹ | ✔ | ✔ | ✔ | |||
| ٹربو کنکریٹ | ✔ | ✔ | ✔ | ✔ | ||
| ایس ڈی ایس اسٹینڈرڈ | ✔ | ✔ | ✔ | |||
| ایس ڈی ایس انڈسٹریل | ✔ | ✔ | ✔ | ✔ | ||
| ایس ڈی ایس پروفیشنل | ✔ | ✔ | ✔ | ✔ | ✔ | |
| ایس ڈی ایس ریبار | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS MAX | ✔ | ✔ | ✔ | ✔ | ✔ | |
| کثیر مقصدی | ✔ |
|
|
|
|