Paslanmaz Çelik İçin Çanak Şeklinde Güvenli Kapaklı Disk

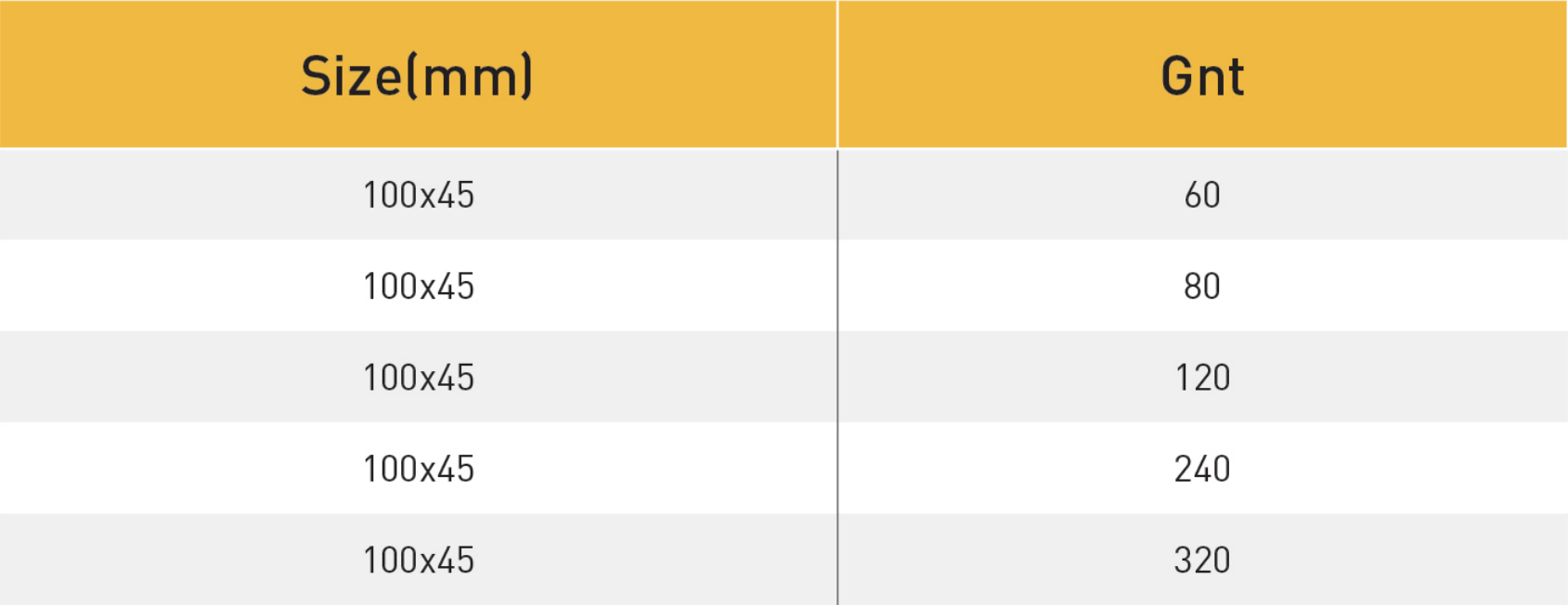
Ürün Boyutu
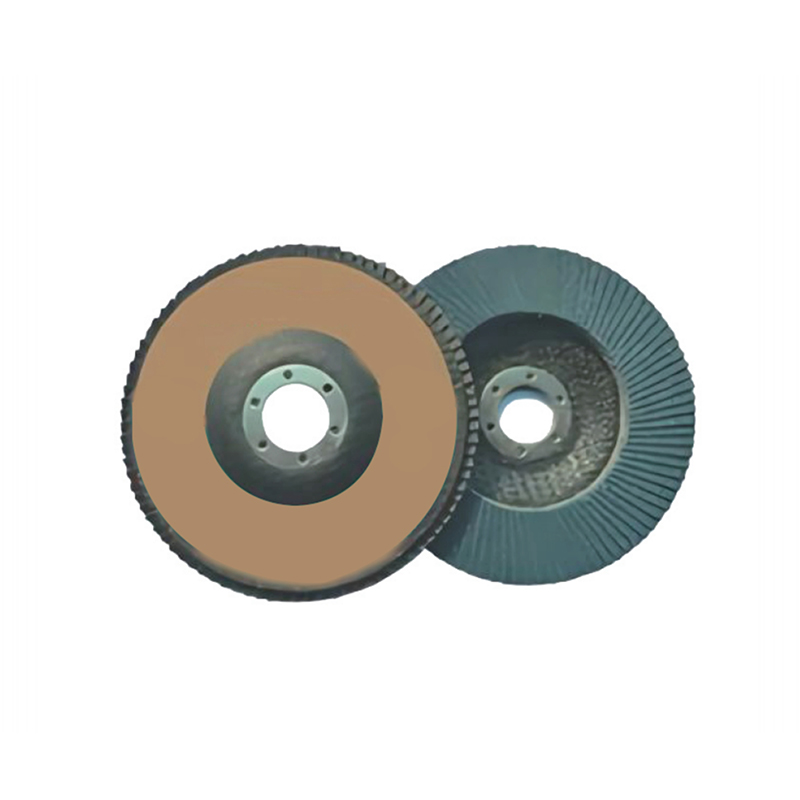
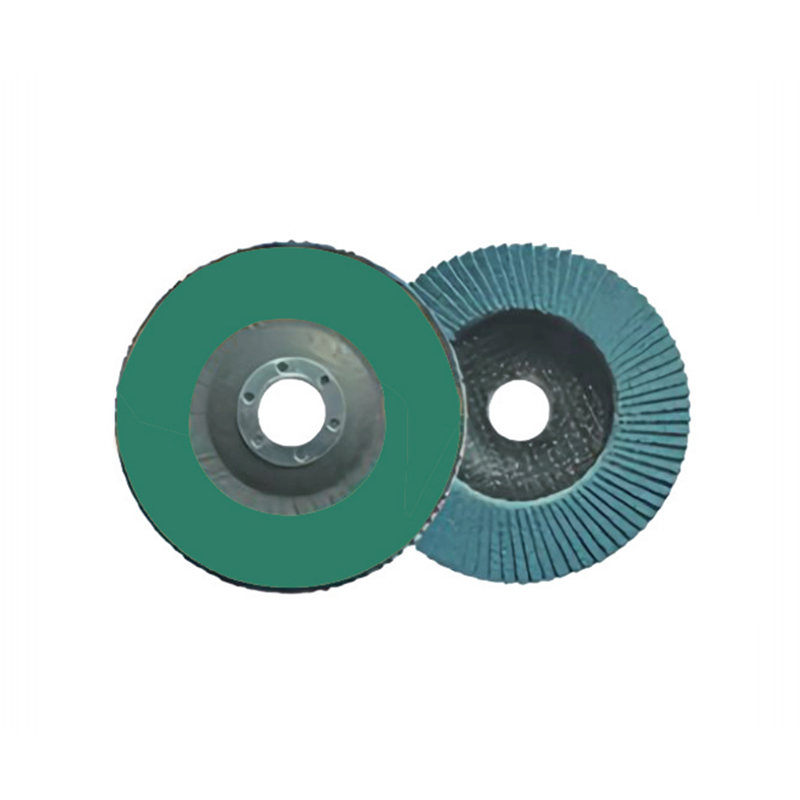
Ürün Gösterisi

Düşük titreşimli sistemler sayesinde çalışma yorgunluğu azalır. Paslanmaz çelik, demir dışı metaller, plastikler, boyalar, ahşap, çelik, yumuşak çelik, sıradan takım çeliği, dökme demir, çelik levhalar, alaşımlı çelikler, özel çelikler, yay çelikleri bu makinede taşlanabilir. Pürüzsüz ve dayanıklı bir yüzey kalitesi sağlar, ısıyı etkili bir şekilde dağıtır ve herhangi bir kirlilik yaymaz. Oluk açma direnci ve son finisaj kritik öneme sahipse, fiber zımpara disklerine ve bağlı disklere hızlı ve kolay bir alternatiftir. Doğru bıçakları seçerseniz, kaynak taşlama, çapak alma, pas giderme, kenar taşlama ve kaynak harmanlama için kullanılabilir. Panjur diskleri, göreceli dayanıklılıkları nedeniyle değişen mukavemetlere sahip malzemeleri kesmek için uyarlanabilir. Büyük ekipmanların taşlanması ve parlatılmasının yanı sıra, bu makine ısıya dayanıklı ve dayanıklıdır. Daha sert ve dayanıklı olduğu için benzer makinelerden daha iyi performans gösterir.
Jaluzi kanatlarının aşırı kullanımı, aşırı ısınmalarına ve aşınmanın daha yavaş olmasına ve aşınmanın azalmasına neden olabilir. Jaluzi kanatlarının taşlama işlemi sırasında yeterli metale temas etmemesi durumunda düzgün bir şekilde taşlanması daha uzun sürer. Açı çok düzse, fazla kanat parçacıklarının metale temas etmesi mümkündür. Taşladığınız malzemeye göre ayarlamanız gerekecektir. Aşırı bir açı, jaluzi kanadında aşırı aşınmaya ve kötü cilalanmaya neden olabilir. Tipik olarak, beş ila on derece arasında bir açıya sahip olması gerekir.