อะไรคือสว่านบิด?
ดอกสว่านแบบบิดเป็นคำทั่วไปที่ใช้เรียกดอกสว่านหลายประเภท เช่น ดอกสว่านโลหะ ดอกสว่านพลาสติก ดอกสว่านไม้ ดอกสว่านอเนกประสงค์ ดอกสว่านสำหรับเจาะปูน และดอกสว่านสำหรับเจาะคอนกรีต ดอกสว่านแบบบิดทุกแบบมีลักษณะร่วมกัน คือ ร่องเกลียวที่เป็นที่มาของชื่อดอกสว่าน ดอกสว่านแบบบิดแต่ละแบบจะแตกต่างกันไปตามความแข็งของวัสดุที่จะกลึง
โดยมุมเกลียว
ประเภท N
เหมาะสำหรับวัสดุทั่วไป เช่น เหล็กหล่อ
ลิ่มตัดประเภท N มีความอเนกประสงค์เนื่องจากมีมุมบิดประมาณ 30°
มุมจุดประเภทนี้คือ 118°
ประเภท H
เหมาะสำหรับวัสดุแข็งและเปราะ เช่น ทองสัมฤทธิ์
มุมเกลียวประเภท H อยู่ที่ประมาณ 15° ส่งผลให้มีมุมลิ่มขนาดใหญ่พร้อมขอบตัดที่ไม่คมแต่มีความเสถียรมาก
สว่านประเภท H ยังมีมุมปลาย 118° อีกด้วย
ประเภท W
ใช้สำหรับวัสดุอ่อน เช่น อลูมิเนียม
มุมเกลียวประมาณ 40° ส่งผลให้มีมุมลิ่มเล็ก ทำให้มีคมตัดที่คมแต่ไม่มั่นคงเมื่อเทียบกัน
มุมจุดคือ 130°
ตามวัสดุ
เหล็กกล้าความเร็วสูง (HSS)
วัสดุสามารถแบ่งคร่าวๆ ได้เป็น 3 ประเภท ได้แก่ เหล็กกล้าความเร็วสูง เหล็กกล้าความเร็วสูงที่ประกอบด้วยโคบอลต์ และคาร์ไบด์แข็ง
เหล็กกล้าความเร็วสูงถูกนำมาใช้เป็นเครื่องมือตัดมานานกว่าศตวรรษแล้วตั้งแต่ปี พ.ศ. 2453 ปัจจุบันเหล็กกล้าความเร็วสูงเป็นวัสดุที่นิยมใช้กันอย่างแพร่หลายและมีราคาถูกที่สุดสำหรับเครื่องมือตัด ดอกสว่านเหล็กกล้าความเร็วสูงสามารถใช้ได้ทั้งกับสว่านมือและในสภาพแวดล้อมที่มีเสถียรภาพมากกว่า เช่น เครื่องเจาะ อีกเหตุผลหนึ่งที่ทำให้เหล็กกล้าความเร็วสูงมีอายุการใช้งานยาวนานอาจเป็นเพราะเครื่องมือตัดเหล็กกล้าความเร็วสูงสามารถเจียรซ้ำได้หลายครั้ง ด้วยราคาที่ต่ำ เหล็กกล้าความเร็วสูงจึงไม่เพียงแต่ใช้ในการเจียรดอกสว่านเท่านั้น แต่ยังใช้กันอย่างแพร่หลายในเครื่องมือกลึงอีกด้วย


เหล็กกล้าความเร็วสูงที่มีโคบอลต์ (HSSE)
เหล็กกล้าความเร็วสูงที่มีส่วนผสมของโคบอลต์มีความแข็งและความแข็งแดงที่ดีกว่าเหล็กกล้าความเร็วสูง ความแข็งที่เพิ่มขึ้นยังช่วยเพิ่มความทนทานต่อการสึกหรอ แต่ในขณะเดียวกันก็ต้องแลกมาด้วยความทนทานต่อการสึกหรอบางส่วน เช่นเดียวกับเหล็กกล้าความเร็วสูง เหล็กกล้าความเร็วสูงสามารถใช้เพิ่มจำนวนครั้งในการเจียรได้
คาร์ไบด์ (CARBIDE)
ซีเมนต์คาร์ไบด์เป็นวัสดุคอมโพสิตที่ทำจากโลหะ หนึ่งในนั้นคือทังสเตนคาร์ไบด์ ซึ่งใช้เป็นวัสดุหลัก และวัสดุอื่นๆ ที่ใช้เป็นตัวประสานในการเผาผนึกด้วยความร้อนแบบไอโซสแตติกและกระบวนการที่ซับซ้อน ซีเมนต์คาร์ไบด์มีความแข็งแกร่ง ความแข็งผิว และความต้านทานการสึกหรอสูงกว่าเหล็กกล้าความเร็วสูงอย่างมาก อย่างไรก็ตาม ต้นทุนของเครื่องมือตัดคาร์ไบด์ซีเมนต์ก็สูงกว่าเหล็กกล้าความเร็วสูงมาก ซีเมนต์คาร์ไบด์มีข้อได้เปรียบมากกว่าวัสดุเครื่องมือแบบเดิม ทั้งในด้านอายุการใช้งานและความเร็วในการประมวลผล ในการเจียรเครื่องมือซ้ำๆ จำเป็นต้องใช้เครื่องมือเจียรแบบมืออาชีพ

โดยการเคลือบ

ไม่เคลือบ
สารเคลือบผิวสามารถแบ่งคร่าวๆ ได้เป็น 5 ประเภท ตามขอบเขตการใช้งาน ดังนี้
เครื่องมือที่ไม่ได้เคลือบผิวมีราคาถูกที่สุดและมักใช้ในการแปรรูปวัสดุอ่อนบางชนิด เช่น โลหะผสมอลูมิเนียมและเหล็กกล้าคาร์บอนต่ำ
การเคลือบออกไซด์สีดำ
การเคลือบออกไซด์สามารถให้ความหล่อลื่นได้ดีกว่าเครื่องมือที่ไม่ได้เคลือบ นอกจากนี้ยังทนทานต่อการเกิดออกซิเดชันและความร้อนได้ดีกว่า และสามารถเพิ่มอายุการใช้งานได้มากกว่า 50%


การเคลือบไททาเนียมไนไตรด์
ไททาเนียมไนไตรด์เป็นวัสดุเคลือบที่พบมากที่สุด และไม่เหมาะกับวัสดุที่มีความแข็งค่อนข้างสูงและอุณหภูมิในการแปรรูปสูง
การเคลือบไททาเนียมคาร์โบไนไตรด์
ไทเทเนียมคาร์โบไนไตรด์ พัฒนามาจากไทเทเนียมไนไตรด์ มีคุณสมบัติทนต่ออุณหภูมิสูงและการสึกหรอได้ดีกว่า มักเป็นสีม่วงหรือสีน้ำเงิน ใช้ในโรงงาน Haas เพื่อกลึงชิ้นงานที่ทำจากเหล็กหล่อ


การเคลือบไททาเนียมอะลูมิเนียมไนไตรด์
ไทเทเนียมอะลูมิเนียมไนไตรด์มีความทนทานต่ออุณหภูมิสูงได้ดีกว่าสารเคลือบผิวทั้งหมดที่กล่าวมาข้างต้น จึงสามารถใช้ในสภาพแวดล้อมการตัดที่มีอุณหภูมิสูงได้ เช่น การแปรรูปซูเปอร์อัลลอย นอกจากนี้ยังเหมาะสำหรับการแปรรูปเหล็กและสแตนเลส แต่เนื่องจากมีส่วนประกอบของอะลูมิเนียม จึงอาจเกิดปฏิกิริยาเคมีขึ้นได้เมื่อแปรรูปอะลูมิเนียม ดังนั้นควรหลีกเลี่ยงการแปรรูปวัสดุที่มีส่วนประกอบของอะลูมิเนียม
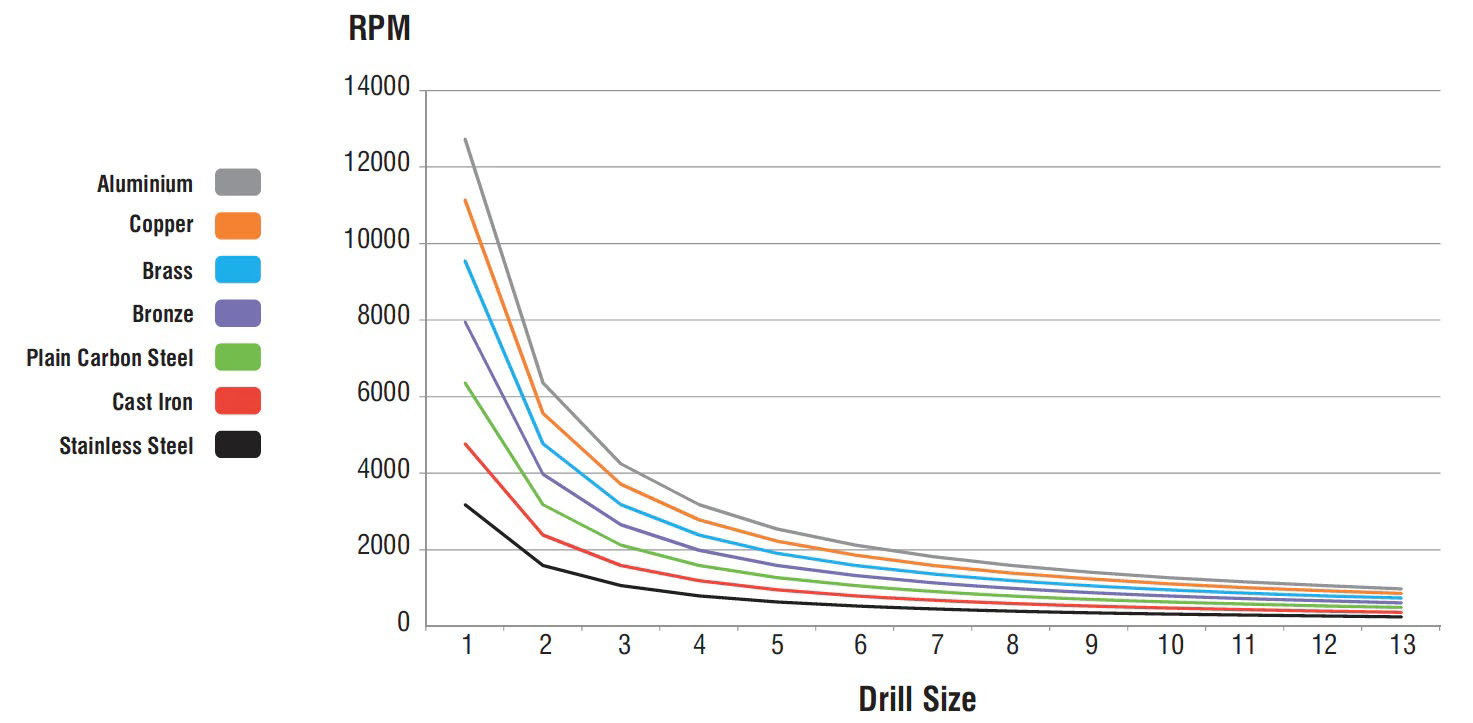
ความเร็วในการเจาะที่แนะนำในโลหะ
| ขนาดดอกสว่าน | |||||||||||||
| 1 มม. | 2 มม. | 3มม. | 4 มม. | 5มม. | 6มม. | 7มม. | 8มม. | 9 มม. | 10 มม. | 11 มม. | 12 มม. | 13 มม. | |
| สแตนเลสเหล็ก | 3182 | 1591 | 1061 | 795 | 636 | 530 | 455 | 398 | 354 | 318 | 289 | 265 | 245 |
| เหล็กหล่อ | 4773 | 2386 | 1591 | 1193 | 955 | 795 | 682 | 597 | 530 | 477 | 434 | 398 | 367 |
| ธรรมดาคาร์บอนเหล็ก | 6364 | 3182 | 2121 | 1591 | 1273 | 1061 | 909 | 795 | 707 | 636 | 579 | 530 | 490 |
| บรอนซ์ | 7955 | 3977 | 2652 | ปี 1989 | 1591 | 1326 | 1136 | 994 | 884 | 795 | 723 | 663 | 612 |
| ทองเหลือง | 9545 | 4773 | 3182 | 2386 | 1909 | 1591 | 1364 | 1193 | 1061 | 955 | 868 | 795 | 734 |
| ทองแดง | 11136 | 5568 | 3712 | 2784 | 2227 | 1856 | 1591 | 1392 | 1237 | 1114 | 1012 | 928 | 857 |
| อะลูมิเนียม | 12727 | 6364 | 4242 | 3182 | 2545 | 2121 | 1818 | 1591 | 1414 | 1273 | 1157 | 1061 | 979 |
ดอกสว่าน HSS คืออะไร?
ดอกสว่าน HSS เป็นดอกสว่านเหล็กที่มีลักษณะเฉพาะคือสามารถใช้งานได้หลากหลาย โดยเฉพาะอย่างยิ่งในการผลิตขนาดเล็กและขนาดกลาง ในสภาวะการตัดเฉือนที่ไม่เสถียร และเมื่อต้องการความเหนียว ผู้ใช้ยังคงต้องพึ่งพาเครื่องมือเจาะเหล็กกล้าความเร็วสูง (HSS/HSCO)
ความแตกต่างในดอกสว่าน HSS
เหล็กกล้าความเร็วสูงแบ่งออกเป็นระดับคุณภาพที่แตกต่างกันตามความแข็งและความเหนียว ส่วนประกอบโลหะผสม เช่น ทังสเตน โมลิบดีนัม และโคบอลต์ มีส่วนสำคัญต่อคุณสมบัติเหล่านี้ การเพิ่มส่วนประกอบโลหะผสมจะช่วยเพิ่มความทนทานต่อการอบคืนตัว ความทนทานต่อการสึกหรอ และประสิทธิภาพของเครื่องมือ รวมถึงราคาซื้อ ด้วยเหตุนี้ การพิจารณาจำนวนรูที่จะเจาะในวัสดุแต่ละชนิดจึงเป็นสิ่งสำคัญเมื่อเลือกวัสดุตัด สำหรับรูจำนวนน้อย แนะนำให้ใช้วัสดุตัด HSS ที่คุ้มค่าที่สุด สำหรับการผลิตจำนวนมาก ควรเลือกใช้วัสดุตัดคุณภาพสูง เช่น HSCO, M42 หรือ HSS-E-PM
| เกรด HSS | เอชเอสเอส | เอชเอสซีโอ(รวมถึง HSS-E) | เอ็ม42(รวมถึง HSCO8 ด้วย) | พีเอ็ม เอชเอสเอส-อี |
| คำอธิบาย | เหล็กกล้าความเร็วสูงแบบธรรมดา | เหล็กกล้าความเร็วสูงผสมโคบอลต์ | เหล็กกล้าความเร็วสูงผสมโคบอลต์ 8% | เหล็กกล้าความเร็วสูงที่ผลิตจากโลหะผง |
| องค์ประกอบ | โคบอลต์สูงสุด 4.5% และวาเนเดียม 2.6% | โคบอลต์ขั้นต่ำ 4.5% หรือวาเนเดียม 2.6% | โคบอลต์ขั้นต่ำ 8% | ส่วนผสมเดียวกับ HSCO แต่ผลิตต่างกัน |
| ใช้ | การใช้งานสากล | ใช้สำหรับอุณหภูมิการตัดสูง/การระบายความร้อนที่ไม่เหมาะสม สแตนเลส | ใช้กับวัสดุที่ตัดยาก | ใช้ในการผลิตแบบอนุกรมและสำหรับความต้องการอายุการใช้งานเครื่องมือที่สูง |
ตารางการเลือกดอกสว่าน HSS
| พลาสติก | อะลูมิเนียม | ทองแดง | ทองเหลือง | บรอนซ์ | เหล็กกล้าคาร์บอนธรรมดา | เหล็กหล่อ | สแตนเลสสตีล | ||||
| อเนกประสงค์ |
|
|
|
|
| ||||||
| โลหะอุตสาหกรรม |
|
|
|
|
|
| |||||
| โลหะมาตรฐาน |
|
|
|
|
|
|
|
| |||
| เคลือบไทเทเนียม |
|
|
|
|
| ||||||
| เทอร์โบเมทัล |
|
|
|
|
|
|
| ||||
| เอชเอสเอสกับโคบอลต์ |
|
|
|
|
|
|
| ||||
ตารางการเลือกดอกสว่านสำหรับงานก่ออิฐ
| อิฐดินเหนียว | อิฐทนไฟ | คอนกรีต B35 | B45 คอนกรีต | คอนกรีตเสริมเหล็ก | หินแกรนิต | |
| มาตรฐานอิฐ |
|
| ||||
| คอนกรีตอุตสาหกรรม |
|
|
| |||
| เทอร์โบคอนกรีต |
|
|
|
| ||
| มาตรฐาน SDS |
|
|
| |||
| เอสดีเอส อินดัสเทรียล |
|
|
|
| ||
| เอสดีเอส โปรเฟสชั่นแนล |
|
|
|
| ||
| เหล็กเส้น SDS |
|
|
|
|
| |
| เอสดีเอสแม็กซ์ |
|
|
|
|
| |
| อเนกประสงค์ |
|
|
|
|
|