Çfarë janëStërvitje rrotulluese?
Shpues me kthesë është një term i përgjithshëm për lloje të ndryshme shpuesesh, siç janë shpueset për metal, shpueset për plastikë, shpueset për dru, shpueset universale, shpueset për murature dhe betoni. Të gjitha shpueset me kthesë kanë një karakteristikë të përbashkët: Kanalet helikoidale që u japin shpueseve emrin e tyre. Përdoren shpuese të ndryshme me kthesë në varësi të fortësisë së materialit që do të përpunohet.
Nga këndi i spiralës
Tipi N
●I përshtatshëm për materiale normale siç është giza.
●Pyka prerëse e tipit N është e gjithanshme për shkak të këndit të saj të përdredhjes prej afërsisht 30°.
Këndi i pikës së këtij lloji është 118°.
Tipi H
●Ideale për materiale të forta dhe të brishta si bronzi.
●Këndi i spiralës së tipit H është rreth 15°, gjë që rezulton në një kënd të madh pykë me një teh prerës më pak të mprehtë, por shumë të qëndrueshëm.
●Stërvitjet e tipit H kanë gjithashtu një kënd maje prej 118°.
Tipi W
●Përdoret për materiale të buta si alumini.
●Këndi i spiralës prej afërsisht 40° rezulton në një kënd të vogël pykë për një teh prerës të mprehtë, por relativisht të paqëndrueshëm.
●Këndi i pikës është 130°.
Sipas materialit
Çelik me shpejtësi të lartë (HSS)
Materiali mund të ndahet përafërsisht në tre lloje: çelik me shpejtësi të lartë, çelik me shpejtësi të lartë që përmban kobalt dhe karabit të ngurtë.
Që nga viti 1910, çeliku me shpejtësi të lartë është përdorur si mjet prerës për më shumë se një shekull. Aktualisht është materiali më i përdorur gjerësisht dhe më i lirë për mjetet prerëse. Makinat shpuese të çelikut me shpejtësi të lartë mund të përdoren si në makinat shpuese manuale ashtu edhe në një mjedis më të qëndrueshëm siç është një makinë shpimi. Një arsye tjetër pse çeliku me shpejtësi të lartë zgjat për një kohë të gjatë mund të jetë sepse mjetet prerëse të çelikut me shpejtësi të lartë mund të riblurohen vazhdimisht. Për shkak të çmimit të tij të ulët, nuk përdoret vetëm për të bluar majat e shpimit, por përdoret gjerësisht edhe në mjetet e tornimit.


Çelik i Shpejtë që Përmban Kobalt (HSSE)
Çeliku i shpejtë që përmban kobalt ka fortësi dhe fortësi të kuqe më të mirë se çeliku i shpejtë. Rritja e fortësisë përmirëson gjithashtu rezistencën e tij ndaj konsumimit, por në të njëjtën kohë sakrifikon një pjesë të fortësisë së tij. E njëjta gjë si çeliku i shpejtë: ato mund të përdoren për të rritur numrin e herëve përmes bluarjes.
Karbid (KARBID)
Karbidi i çimentos është një material kompozit me bazë metali. Midis tyre, karbidi i tungstenit përdoret si matricë, dhe disa materiale të tjera përdoren si lidhës për t'u sinterizuar me anë të presimit izostatik të nxehtë dhe një sërë procesesh të ndërlikuara. Krahasuar me çelikun me shpejtësi të lartë për sa i përket fortësisë, fortësisë së kuqe dhe rezistencës ndaj konsumimit, ai është përmirësuar shumë. Por kostoja e veglave prerëse të karbit të çimentuar është gjithashtu shumë më e shtrenjtë se çeliku me shpejtësi të lartë. Karbidi i çimentuar ka më shumë përparësi sesa materialet e mëparshme të veglave për sa i përket jetëgjatësisë së veglave dhe shpejtësisë së përpunimit. Në bluarjen e përsëritur të veglave, kërkohen vegla profesionale bluarëse.

Me veshje

Pa veshje
Veshjet mund të ndahen përafërsisht në pesë llojet e mëposhtme sipas fushës së përdorimit:
Mjetet e pa veshura janë më të lira dhe zakonisht përdoren për të përpunuar disa materiale të buta siç janë lidhjet e aluminit dhe çeliku me karbon të ulët.
Veshje me oksid të zi
Veshjet e oksidit mund të ofrojnë lubrifikueshmëri më të mirë sesa mjetet e paveshura, janë gjithashtu më të mira në rezistencën ndaj oksidimit dhe nxehtësisë, dhe mund të rrisin jetëgjatësinë e shërbimit me më shumë se 50%.


Veshje me nitrat titaniumi
Nitridi i titanit është materiali më i zakonshëm i veshjes dhe nuk është i përshtatshëm për materiale me fortësi relativisht të lartë dhe temperatura të larta përpunimi.
Veshje me karbonitrid titaniumi
Karbonitridi i titanit zhvillohet nga nitridi i titanit, ka rezistencë më të lartë ndaj temperaturave të larta dhe konsumimit, zakonisht vjollcë ose blu. Përdoret në punishten Haas për të përpunuar pjesët e punës prej gize.


Veshje me nitrid alumini titaniumi
Nitridi i titaniumit dhe aluminit është më rezistent ndaj temperaturave të larta sesa të gjitha veshjet e mësipërme, kështu që mund të përdoret në mjedise prerjeje me presion të lartë. Për shembull, përpunimi i superlidhjeve. Është gjithashtu i përshtatshëm për përpunimin e çelikut dhe çelikut inox, por për shkak se përmban elementë alumini, gjatë përpunimit të aluminit do të ndodhin reaksione kimike, prandaj shmangni përpunimin e materialeve që përmbajnë alumin.
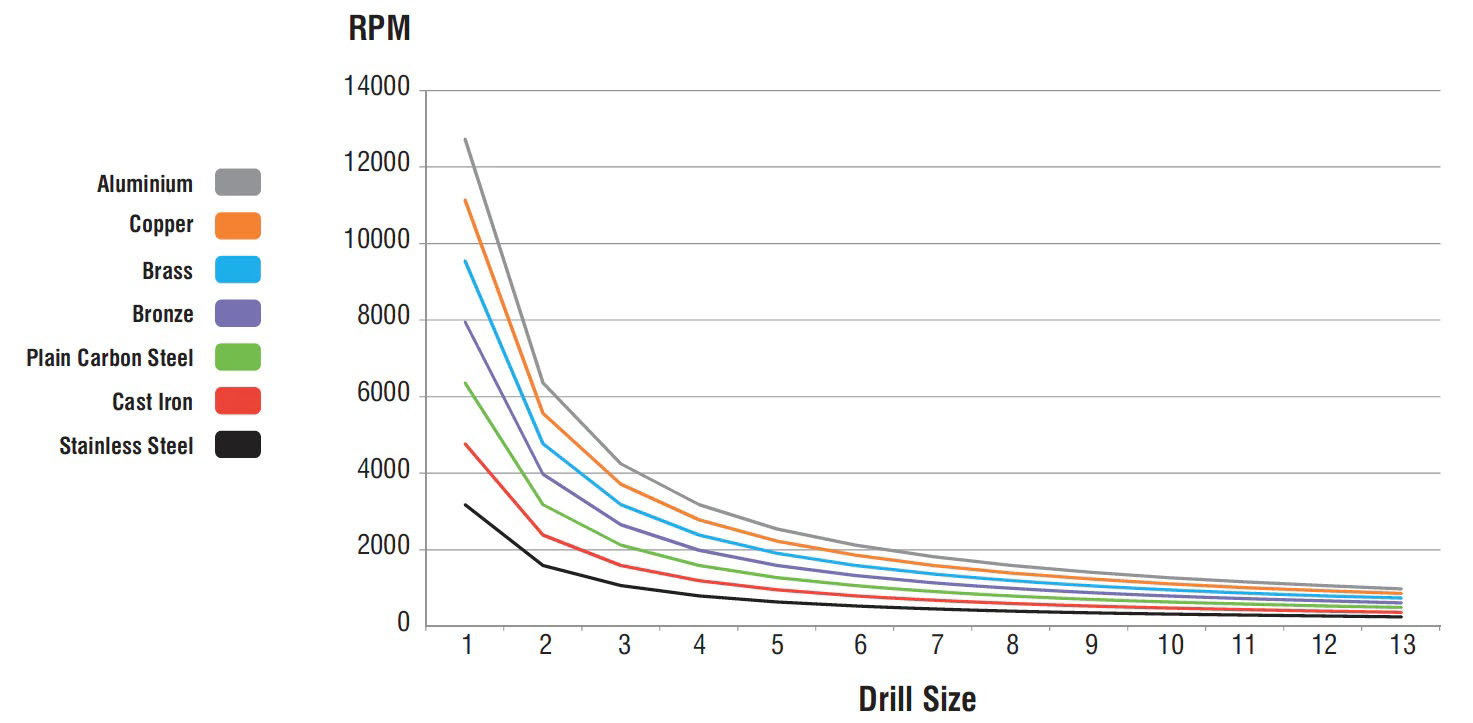
Shpejtësitë e rekomanduara të shpimit në metal
| Madhësia e shpimit | |||||||||||||
| 1MM | 2MM | 3MM | 4MM | 5MM | 6MM | 7MM | 8 mm | 9MM | 10 mm | 11MM | 12MM | 13MM | |
| PA ÇEKÇELIK | 3182 | 1591 | 1061 | 795 | 636 | 530 | 455 | 398 | 354 | 318 | 289 | 265 | 245 |
| HEKURI I GIZË | 4773 | 2386 | 1591 | 1193 | 955 | 795 | 682 | 597 | 530 | 477 | 434 | 398 | 367 |
| I THJESHTËKARBONÇELIK | 6364 | 3182 | 2121 | 1591 | 1273 | 1061 | 909 | 795 | 707 | 636 | 579 | 530 | 490 |
| BRONZ | 7955 | 3977 | 2652 | 1989 | 1591 | 1326 | 1136 | 994 | 884 | 795 | 723 | 663 | 612 |
| BRUKS | 9545 | 4773 | 3182 | 2386 | 1909 | 1591 | 1364 | 1193 | 1061 | 955 | 868 | 795 | 734 |
| BAKËR | 11136 | 5568 | 3712 | 2784 | 2227 | 1856 | 1591 | 1392 | 1237 | 1114 | 1012 | 928 | 857 |
| ALUMINI | 12727 | 6364 | 4242 | 3182 | 2545 | 2121 | 1818 | 1591 | 1414 | 1273 | 1157 | 1061 | 979 |
Çfarë janë stërvitjet HSS?
Makinat shpuese HSS janë makina shpuese çeliku që karakterizohen nga mundësitë e tyre universale të aplikimit. Sidomos në prodhimin në seri të vogla dhe të mesme, në kushte të paqëndrueshme përpunimi dhe sa herë që kërkohet fortësi, përdoruesit ende mbështeten në mjetet shpuese të çelikut me shpejtësi të lartë (HSS/HSCO).
Dallimet në stërvitjet HSS
Çeliku i shpejtë ndahet në nivele të ndryshme cilësie në varësi të fortësisë dhe rezistencës. Komponentët e aliazhit si tungsteni, molibdeni dhe kobalti janë përgjegjës për këto veti. Rritja e përbërësve të aliazhit rrit rezistencën ndaj temperimit, rezistencën ndaj konsumimit dhe performancën e mjetit, si dhe çmimin e blerjes. Kjo është arsyeja pse është e rëndësishme të merret në konsideratë se sa vrima duhet të bëhen në cilin material kur zgjidhni materialin prerës. Për një numër të vogël vrimash, rekomandohet materiali prerës HSS me kosto më efektive. Materialet prerëse me cilësi më të lartë si HSCO, M42 ose HSS-E-PM duhet të zgjidhen për prodhim serik.
| Shkalla HSS | HSS | HSCO(gjithashtu HSS-E) | M42(gjithashtu HSCO8) | PM HSS-E |
| Përshkrimi | Çelik konvencional me shpejtësi të lartë | Çelik me shpejtësi të lartë i lidhur me kobalt | Çelik me shpejtësi të lartë i lidhur me kobalt 8% | Çelik me shpejtësi të lartë i prodhuar në mënyrë metalurgjike pluhuri |
| Kompozim | Maks. 4.5% kobalt dhe 2.6% vanadium | Min. 4.5% kobalt ose 2.6% vanadium | Min. 8% kobalt | Të njëjtët përbërës si HSCO, prodhim i ndryshëm |
| Përdor | Përdorim universal | Përdoret për temperatura të larta prerjeje/ftohje të pafavorshme, çelik inox | Përdoret me materiale të vështira për t'u prerë | Përdoret në prodhim serik dhe për kërkesa të larta jetëgjatësie për mjetet |
Tabela e Përzgjedhjes së Majës së Shpimit HSS
| PLASTIKË | ALUMINI | BAKËR | BRUKS | BRONZ | ÇELIK KARBON I THJESHTË | HEKURI I GIZË | ÇELIK INOKS | ||||
| SHUMËQËLLIMSHËM | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| METAL INDUSTRIAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| METAL STANDARD | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
|
| |||
| I veshur me TITANIUM | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| TURBO METAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
| HSSmeKOBALT | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
Grafiku i Përzgjedhjes së Brisqeve të Shpimit për Muraturë
| Tullë balte | Tullë zjarrfikëse | B35 BETON | B45 BETON | BETON I ARMUAR | GRANIT | |
| StandardTULLA | ✔ | ✔ | ||||
| Beton industrial | ✔ | ✔ | ✔ | |||
| TURBO BETON | ✔ | ✔ | ✔ | ✔ | ||
| STANDARDI SDS | ✔ | ✔ | ✔ | |||
| SDS INDUSTRIAL | ✔ | ✔ | ✔ | ✔ | ||
| SDS PROFESIONIST | ✔ | ✔ | ✔ | ✔ | ✔ | |
| Armaturë SDS | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS MAX | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SHUMËQËLLIMSHËM | ✔ |
|
|
|
|