Čo súŠpirálové vrtáky?
Špirálový vrták je všeobecný pojem pre rôzne typy vrtákov, ako sú vrtáky do kovu, vrtáky do plastu, vrtáky do dreva, univerzálne vrtáky, vrtáky do muriva a betónu. Všetky špirálové vrtáky majú spoločnú vlastnosť: špirálové drážky, ktoré dávajú vrtákom ich názov. Rôzne špirálové vrtáky sa používajú v závislosti od tvrdosti obrábaného materiálu.
Podľa uhla špirály
Typ N
●Vhodné pre bežné materiály, ako je liatina.
●Rezný klin typu N je všestranný vďaka uhlu natočenia približne 30°.
Uhol hrotu tohto typu je 118°.
Typ H
●Ideálne pre tvrdé a krehké materiály, ako je bronz.
●Uhol špirály typu H je okolo 15°, čo má za následok veľký uhol klinu s menej ostrou, ale veľmi stabilnou reznou hranou.
●Vrtáky typu H majú tiež uhol hrotu 118°.
Typ W
●Používa sa na mäkké materiály, ako je hliník.
●Uhol špirály približne 40° má za následok malý uhol klinu pre ostrú, ale pomerne nestabilnú reznú hranu.
●Uhol hrotu je 130°.
Podľa materiálu
Vysokorýchlostná oceľ (HSS)
Materiál možno zhruba rozdeliť na tri typy: rýchlorezná oceľ, rýchlorezná oceľ s obsahom kobaltu a karbid.
Od roku 1910 sa rýchlorezná oceľ používa ako rezný nástroj už viac ako storočie. V súčasnosti je najpoužívanejším a najlacnejším materiálom na rezné nástroje. Vrtáky z rýchloreznej ocele sa dajú použiť v ručných vŕtačkách aj v stabilnejšom prostredí, ako je napríklad vŕtačka. Ďalším dôvodom, prečo rýchlorezná oceľ vydrží dlho, môže byť to, že rezné nástroje z rýchloreznej ocele sa dajú opakovane prebrúsiť. Vďaka svojej nízkej cene sa nepoužíva len na brúsenie vrtákov, ale hojne sa používa aj v sústružníckych nástrojoch.


Rýchlorezná oceľ s obsahom kobaltu (HSSE)
Rýchlorezná oceľ s obsahom kobaltu má lepšiu tvrdosť a tvrdosť za červenej farby ako rýchlorezná oceľ. Zvýšenie tvrdosti tiež zlepšuje jej odolnosť proti opotrebovaniu, ale zároveň obetuje časť jej húževnatosti. Rovnako ako rýchlorezná oceľ: možno ju použiť na zvýšenie počtu brúsení.
Karbid (KARBID)
Cementový karbid je kompozitný materiál na báze kovu. Ako matrica sa používa karbid volfrámu a niektoré ďalšie materiály sa používajú ako spojivá na spekanie izostatickým lisovaním za tepla a sériou zložitých procesov. V porovnaní s rýchloreznou oceľou sa výrazne zlepšila jeho tvrdosť, tvrdosť za červenej farby a odolnosť proti opotrebovaniu. Cementový karbid má však oveľa vyššie náklady na rezné nástroje ako predchádzajúce nástroje, pokiaľ ide o životnosť nástroja a rýchlosť spracovania. Pri opakovanom brúsení nástrojov sú potrebné profesionálne brúsne nástroje.

Povrchovou úpravou

Nepotiahnutý
Nátery možno zhruba rozdeliť do nasledujúcich piatich typov podľa rozsahu použitia:
Nepovlakované nástroje sú najlacnejšie a zvyčajne sa používajú na spracovanie niektorých mäkkých materiálov, ako sú hliníkové zliatiny a nízkouhlíková oceľ.
Čierny oxidový náter
Oxidové povlaky môžu poskytnúť lepšiu mazaciu schopnosť ako nepovlakované nástroje, sú tiež lepšie odolné voči oxidácii a teplu a môžu predĺžiť životnosť o viac ako 50 %.


Povlak z nitridu titánu
Nitrid titánu je najbežnejším povlakovým materiálom a nie je vhodný pre materiály s relatívne vysokou tvrdosťou a vysokými teplotami spracovania.
Povlak z karbonitridu titánu
Karbonitrid titánu sa vyvíja z nitridu titánu, má vyššiu odolnosť voči vysokým teplotám a opotrebeniu, zvyčajne je fialovej alebo modrej farby. Používa sa v dielni Haas na obrábanie obrobkov vyrobených z liatiny.


Povlak z nitridu titánu a hliníka
Nitrid titánu a hliníka je odolnejší voči vysokým teplotám ako všetky vyššie uvedené povlaky, takže sa dá použiť v prostrediach s vyšším stupňom rezania. Napríklad pri spracovaní superzliatin. Je vhodný aj na spracovanie ocele a nehrdzavejúcej ocele, ale pretože obsahuje hliníkové prvky, pri spracovaní hliníka dochádza k chemickým reakciám, preto sa vyhýbajte spracovaniu materiálov obsahujúcich hliník.
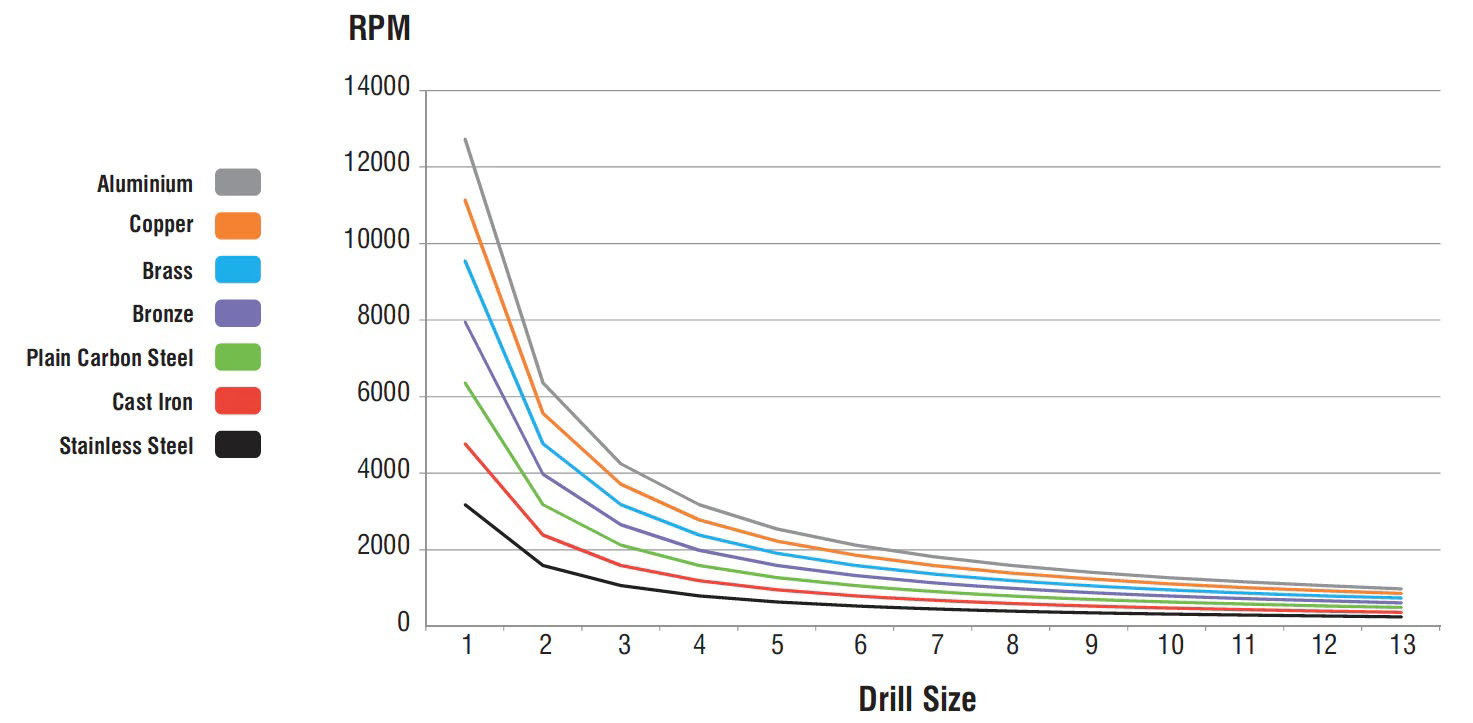
Odporúčané rýchlosti vŕtania do kovu
| Veľkosť vrtáka | |||||||||||||
| 1 mm | 2 mm | 3MM | 4MM | 5 mm | 6 mm | 7 mm | 8 mm | 9 mm | 10 mm | 11 mm | 12 mm | 13 mm | |
| NEREZOVÁOCEĽ | 3182 | 1591 | 1061 | 795 | 636 | 530 | 455 | 398 | 354 | 318 | 289 | 265 | 245 |
| LIATINA | 4773 | 2386 | 1591 | 1193 | 955 | 795 | 682 | 597 | 530 | 477 | 434 | 398 | 367 |
| JEDNODUCHÝUHLÍKOCEĽ | 6364 | 3182 | 2121 | 1591 | 1273 | 1061 | 909 | 795 | 707 | 636 | 579 | 530 | 490 |
| BRONZ | 7955 | 3977 | 2652 | 1989 | 1591 | 1326 | 1136 | 994 | 884 | 795 | 723 | 663 | 612 |
| MOSADZ | 9545 | 4773 | 3182 | 2386 | 1909 | 1591 | 1364 | 1193 | 1061 | 955 | 868 | 795 | 734 |
| MEĎ | 11136 | 5568 | 3712 | 2784 | 2227 | 1856 | 1591 | 1392 | 1237 | 1114 | 1012 | 928 | 857 |
| HLINÍK | 12727 | 6364 | 4242 | 3182 | 2545 | 2121 | 1818 | 1591 | 1414 | 1273 | 1157 | 1061 | 979 |
Čo sú to vrtáky HSS?
Vrtáky HSS sú oceľové vrtáky, ktoré sa vyznačujú univerzálnymi možnosťami použitia. Najmä v malosériovej a strednej sériovej výrobe, v nestabilných podmienkach obrábania a vždy, keď je potrebná húževnatosť, sa používatelia stále spoliehajú na vŕtacie nástroje z rýchloreznej ocele (HSS/HSCO).
Rozdiely v vrtákoch HSS
Rýchlorezná oceľ sa delí na rôzne stupne kvality v závislosti od tvrdosti a húževnatosti. Za tieto vlastnosti sú zodpovedné legujúce zložky, ako je volfrám, molybdén a kobalt. Zvýšenie obsahu legujúcich zložiek zvyšuje odolnosť proti popúšťaniu, odolnosť proti opotrebovaniu a výkon nástroja, ako aj kúpnu cenu. Preto je pri výbere rezného materiálu dôležité zvážiť, koľko otvorov sa má v ktorom materiáli vyrezať. Pre malý počet otvorov sa odporúča najefektívnejší rezný materiál HSS. Pre sériovú výrobu by sa mali voliť kvalitnejšie rezné materiály, ako sú HSCO, M42 alebo HSS-E-PM.
| HSS trieda | HSS | HSCO(tiež HSS-E) | M42(tiež HSCO8) | PM HSS-E |
| Popis | Konvenčná rýchlorezná oceľ | Vysokorýchlostná oceľ legovaná kobaltom | Rýchlorezná oceľ legovaná s 8 % kobaltom | Rýchlorezná oceľ vyrobená práškovou metalurgickou metódou |
| Zloženie | Max. 4,5 % kobaltu a 2,6 % vanádu | Minimálne 4,5 % kobaltu alebo 2,6 % vanádu | Minimálne 8 % kobaltu | Rovnaké zložky ako HSCO, iná výroba |
| Použitie | Univerzálne použitie | Použitie pre vysoké teploty rezania/nepriaznivé chladenie, nehrdzavejúca oceľ | Použitie s ťažko rezateľnými materiálmi | Použitie v sériovej výrobe a pri vysokých požiadavkách na životnosť nástrojov |
Tabuľka výberu vrtákov HSS
| PLASTY | HLINÍK | MEĎ | MOSADZ | BRONZ | Obyčajná uhlíková oceľ | LIATINA | NEREZOVÁ OCEĽ | ||||
| VIACÚČELOVÝ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| PRIEMYSELNÝ KOV | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| ŠTANDARDNÝ KOV | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
|
| |||
| TITÁNOVÝ povlak | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| TURBO METAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
| HSSsKOBALT | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
Tabuľka výberu vrtákov do muriva
| HLINENÉ TEHLY | Ohnivá tehla | BETÓN B35 | BETÓN B45 | ŽELEZOBETÓN | ŽULA | |
| ŠtandardTEHLA | ✔ | ✔ | ||||
| Priemyselný betón | ✔ | ✔ | ✔ | |||
| TURBO BETÓN | ✔ | ✔ | ✔ | ✔ | ||
| ŠTANDARDNÁ KARTA BL | ✔ | ✔ | ✔ | |||
| PRIEMYSELNÉ KARTY SDS | ✔ | ✔ | ✔ | ✔ | ||
| PROFESIONÁLNY KAPITOLA BL | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS výstuž | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS MAX | ✔ | ✔ | ✔ | ✔ | ✔ | |
| VIACÚČELOVÝ | ✔ |
|
|
|
|