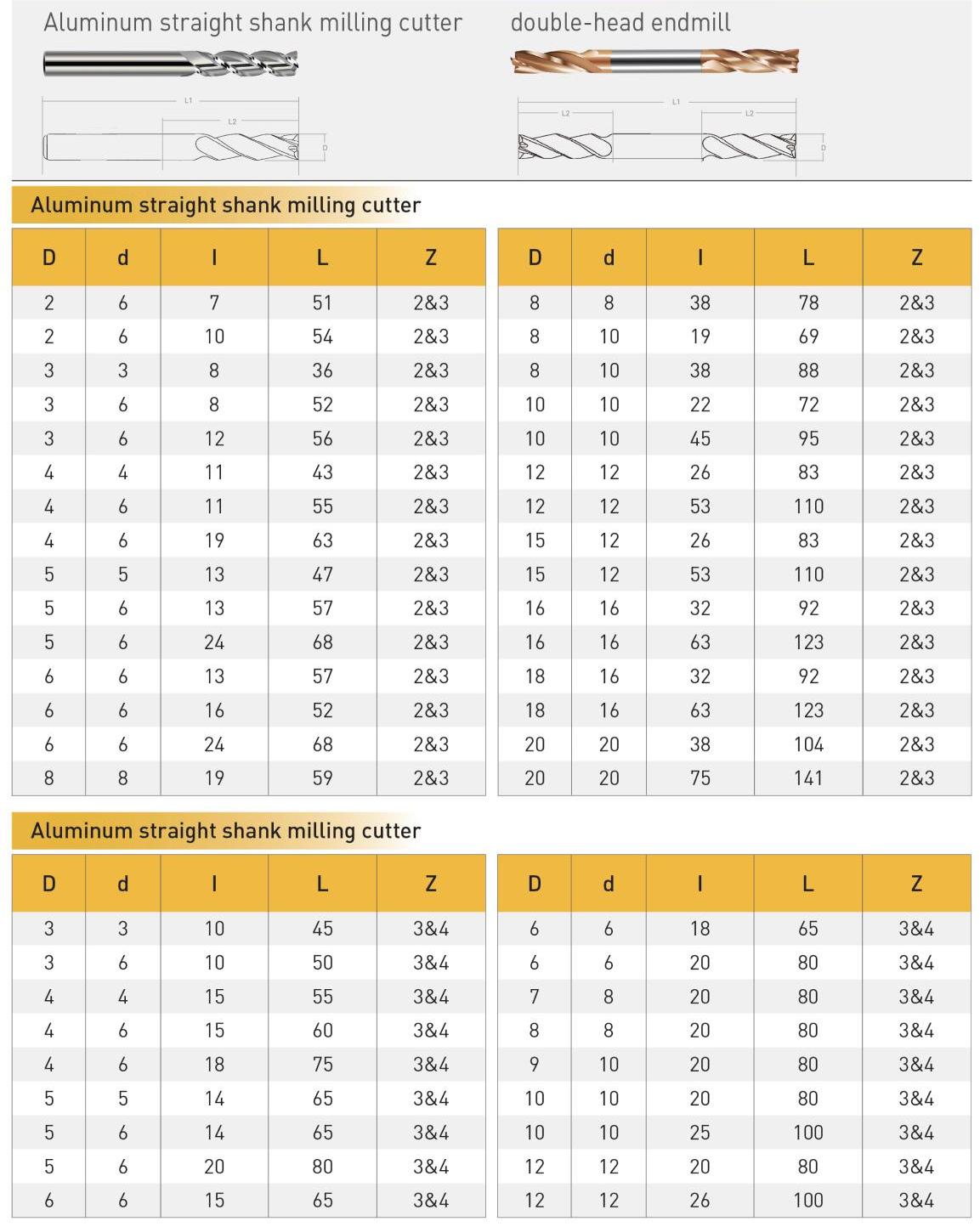
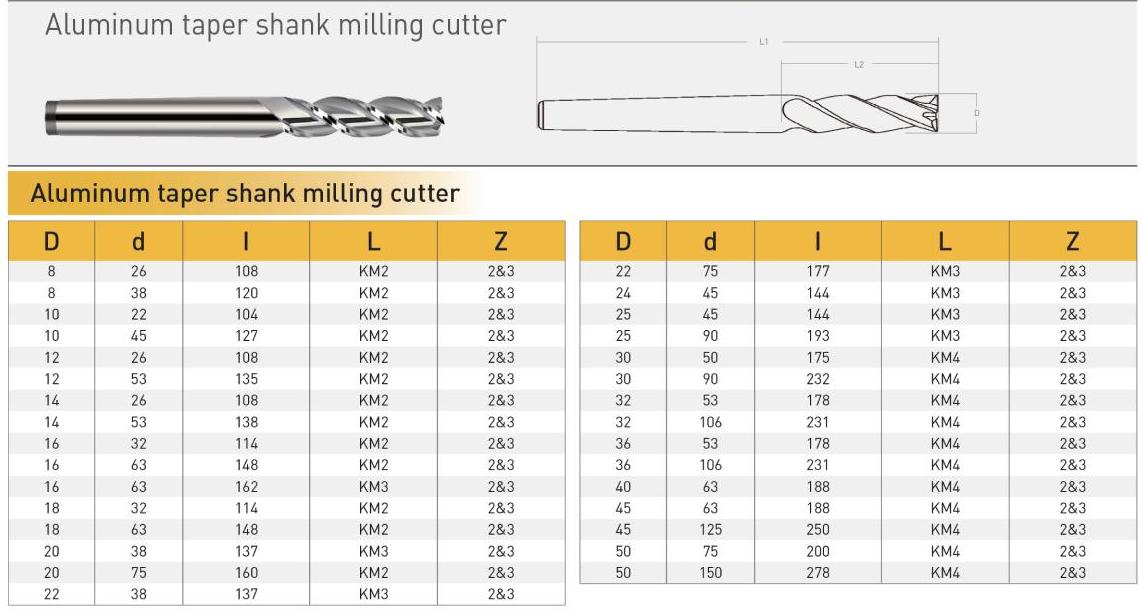
Алюминиевая фреза с цилиндрическим хвостовиком

Размер продукта
Описание продукта
Теплостойкость фрез также является одним из ключевых свойств. В процессе резания инструмент выделяет большое количество тепла, особенно при высокой скорости резания, температура которого резко повышается. Если теплостойкость инструмента низкая, он теряет твёрдость при высоких температурах, что приводит к снижению эффективности резания. Материалы, из которых изготовлены наши фрезы, обладают превосходной теплостойкостью, то есть сохраняют высокую твёрдость при высоких температурах, что позволяет им продолжать резку. Это свойство твёрдости при высоких температурах также называется термотвёрдостью или краснотвёрдостью. Только хорошая теплостойкость позволяет режущему инструменту сохранять стабильную производительность резания в условиях высоких температур и избегать выхода из строя из-за перегрева.
Кроме того, фрезы erurocut обладают высокой прочностью и хорошей ударной вязкостью. В процессе резания режущий инструмент должен выдерживать большие ударные нагрузки, поэтому он должен обладать высокой прочностью, иначе он легко сломается и повредится. В то же время, поскольку фрезы подвергаются ударным нагрузкам и вибрации в процессе резания, они также должны обладать высокой ударной вязкостью, чтобы избежать таких проблем, как выкрашивание и сколы. Только благодаря этим свойствам режущий инструмент может сохранять стабильную и надежную режущую способность в сложных и изменчивых условиях резания.
При установке и регулировке фрезы необходимо строго соблюдать правила эксплуатации, чтобы обеспечить правильный угол контакта и резания между фрезой и заготовкой. Это не только способствует повышению эффективности обработки, но и позволяет избежать повреждения заготовки или выхода из строя оборудования из-за неправильной регулировки.





