Ce suntBurghie spiralate?
„Burghiul spiralat” este un termen generic pentru diverse tipuri de burghie, cum ar fi burghiele pentru metal, burghiele pentru plastic, burghiele pentru lemn, burghiele universale, burghiele pentru zidărie și beton. Toate burghiele spiralate au o caracteristică comună: canelurile elicoidale care dau numele burghielor. Se utilizează diferite burghie spiralate în funcție de duritatea materialului care urmează să fie prelucrat.
După unghiul elicei
Tipul N
●Potrivit pentru materiale normale, cum ar fi fonta.
●Pana de tăiere de tip N este versatilă datorită unghiului său de răsucire de aproximativ 30°.
Unghiul de vârf al acestui tip este de 118°.
Tipul H
●Ideal pentru materiale dure și casante, cum ar fi bronzul.
●Unghiul elicei de tip H este de aproximativ 15°, ceea ce rezultă într-un unghi mare de pană cu o muchie de tăiere mai puțin ascuțită, dar foarte stabilă.
●Burghiele de tip H au și un unghi de ascuțire de 118°.
Tip W
●Se utilizează pentru materiale moi, cum ar fi aluminiul.
●Unghiul elicei de aproximativ 40° are ca rezultat un unghi mic de pană pentru o muchie de tăiere ascuțită, dar relativ instabilă.
●Unghiul vârfului este de 130°.
După material
Oțel rapid (HSS)
Materialul poate fi împărțit aproximativ în trei tipuri: oțel rapid, oțel rapid cu conținut de cobalt și carbură solidă.
Din 1910, oțelul rapid a fost utilizat ca unealtă așchietoare timp de mai bine de un secol. În prezent, este cel mai utilizat și mai ieftin material pentru unelte așchietoare. Burghiele din oțel rapid pot fi utilizate atât în mașini de găurit manuale, cât și într-un mediu mai stabil, cum ar fi o mașină de găurit. Un alt motiv pentru care oțelul rapid rezistă mult timp poate fi acela că uneltele așchietoare din oțel rapid pot fi reascuțite în mod repetat. Datorită prețului său scăzut, nu este utilizat doar pentru rectificarea burghielor, ci și pe scară largă în uneltele de strunjire.


Oțel rapid cu conținut de cobalt (HSSE)
Oțelul rapid care conține cobalt are o duritate și o duritate la uzură mai bune decât oțelul rapid. Creșterea durității îmbunătățește și rezistența la uzură, dar în același timp sacrifică o parte din tenacitate. La fel ca oțelul rapid: poate fi folosit pentru a crește numărul de șlefuiri prin rectificare.
Carbură (CARBURĂ)
Carbura de ciment este un material compozit pe bază de metal. Printre acestea, carbura de tungsten este utilizată ca matrice, iar alte materiale sunt folosite ca lianți pentru sinterizare prin presare izostatică la cald și o serie de procese complicate. Comparativ cu oțelul rapid în ceea ce privește duritatea, duritatea la culoare și rezistența la uzură, acesta a fost mult îmbunătățit. Însă costul sculelor așchietoare din carbură de ciment este, de asemenea, mult mai scump decât cel al oțelului rapid. Carbura de ciment are mai multe avantaje decât materialele de scule anterioare în ceea ce privește durata de viață a sculei și viteza de procesare. În rectificarea repetată a sculelor, sunt necesare scule de rectificare profesionale.

Prin acoperire

Neacoperit
Acoperirile pot fi împărțite aproximativ în următoarele cinci tipuri, în funcție de domeniul de utilizare:
Sculele neacoperite sunt cele mai ieftine și sunt de obicei folosite pentru prelucrarea unor materiale moi, cum ar fi aliajul de aluminiu și oțelul cu conținut scăzut de carbon.
Acoperire cu oxid negru
Acoperirile cu oxid pot oferi o lubrifiere mai bună decât uneltele neacoperite, sunt, de asemenea, mai bune în ceea ce privește rezistența la oxidare și căldură și pot crește durata de viață cu peste 50%.


Acoperire cu nitrură de titan
Nitrura de titan este cel mai comun material de acoperire și nu este potrivită pentru materiale cu duritate relativ mare și temperaturi de procesare ridicate.
Acoperire cu carbonitridă de titan
Carbonitrura de titan este dezvoltată din nitrură de titan, are o rezistență mai mare la temperaturi ridicate și la uzură, de obicei violet sau albastru. Folosită în atelierul Haas pentru prelucrarea pieselor din fontă.


Acoperire cu nitrură de titan și aluminiu
Nitrura de titan-aluminiu este mai rezistentă la temperaturi ridicate decât toate acoperirile menționate mai sus, deci poate fi utilizată în medii de tăiere mai dificile. De exemplu, pentru prelucrarea superaliajelor. Este potrivită și pentru prelucrarea oțelului și a oțelului inoxidabil, dar deoarece conține elemente de aluminiu, vor apărea reacții chimice la prelucrarea aluminiului, așadar evitați prelucrarea materialelor care conțin aluminiu.
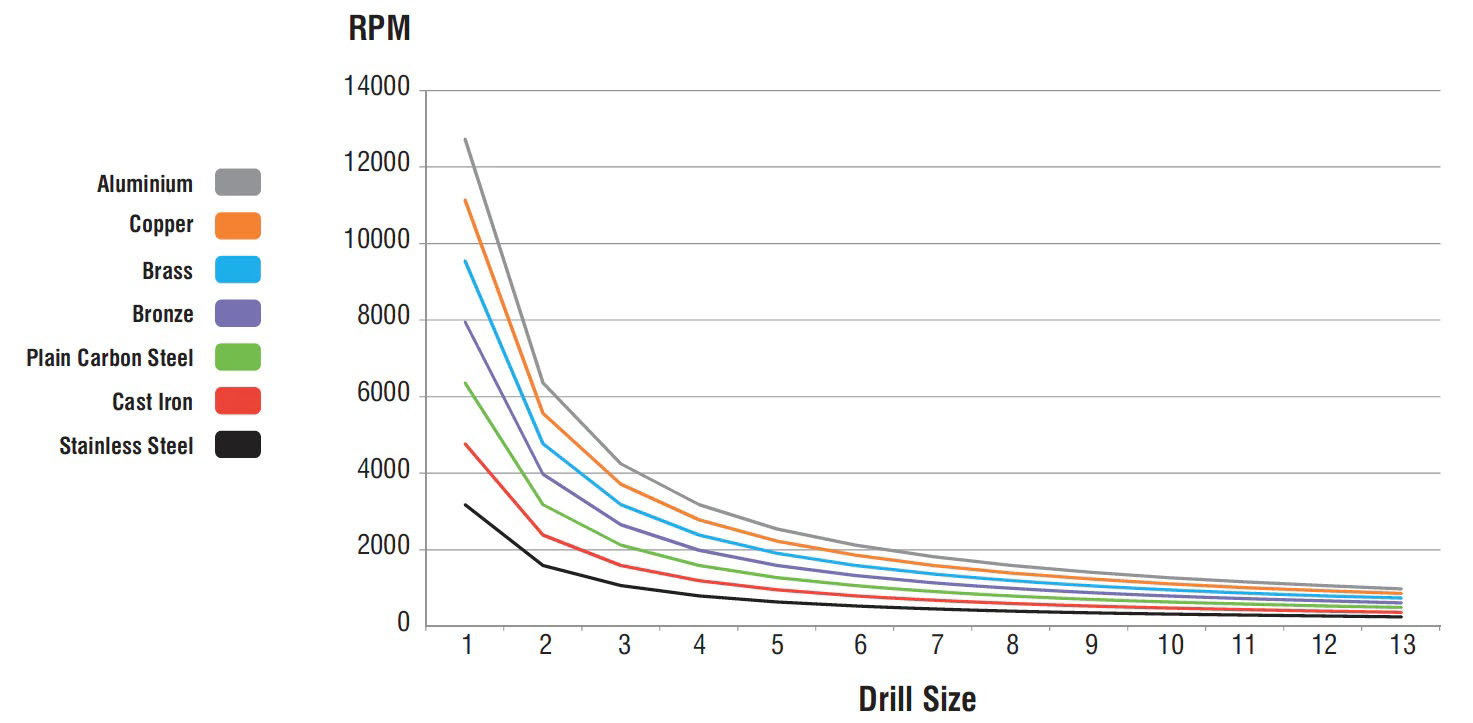
Viteze de găurire recomandate în metal
| Dimensiunea burghiului | |||||||||||||
| 1MM | 2MM | 3MM | 4MM | 5MM | 6MM | 7MM | 8MM | 9MM | 10MM | 11MM | 12MM | 13MM | |
| INOXOŢEL | 3182 | 1591 | 1061 | 795 | 636 | 530 | 455 | 398 | 354 | 318 | 289 | 265 | 245 |
| FONTĂ | 4773 | 2386 | 1591 | 1193 | 955 | 795 | 682 | 597 | 530 | 477 | 434 | 398 | 367 |
| SIMPLUCARBONOŢEL | 6364 | 3182 | 2121 | 1591 | 1273 | 1061 | 909 | 795 | 707 | 636 | 579 | 530 | 490 |
| BRONZ | 7955 | 3977 | 2652 | 1989 | 1591 | 1326 | 1136 | 994 | 884 | 795 | 723 | 663 | 612 |
| ALAMĂ | 9545 | 4773 | 3182 | 2386 | 1909 | 1591 | 1364 | 1193 | 1061 | 955 | 868 | 795 | 734 |
| CUPRU | 11136 | 5568 | 3712 | 2784 | 2227 | 1856 | 1591 | 1392 | 1237 | 1114 | 1012 | 928 | 857 |
| ALUMINIU | 12727 | 6364 | 4242 | 3182 | 2545 | 2121 | 1818 | 1591 | 1414 | 1273 | 1157 | 1061 | 979 |
Ce sunt burghiele HSS?
Burghiele HSS sunt burghie pentru oțel care se caracterizează prin posibilitățile lor universale de aplicare. În special în producția de serii mici și medii, în condiții instabile de prelucrare și ori de câte ori este necesară tenacitatea, utilizatorii se bazează în continuare pe scule de găurit din oțel rapid (HSS/HSCO).
Diferențe între burghiele HSS
Oțelul rapid este împărțit în diferite niveluri de calitate, în funcție de duritate și tenacitate. Componentele aliajelor, cum ar fi tungstenul, molibdenul și cobaltul, sunt responsabile pentru aceste proprietăți. Creșterea cantității de componente aliaje crește rezistența la revenire, rezistența la uzură și performanța sculei, precum și prețul de achiziție. De aceea, este important să se ia în considerare câte găuri trebuie executate în fiecare material atunci când se alege materialul așchietor. Pentru un număr mic de găuri, se recomandă cel mai rentabil material așchietor HSS. Pentru producția de serie ar trebui selectate materiale așchietoare de calitate superioară, cum ar fi HSCO, M42 sau HSS-E-PM.
| Calitate HSS | HSS | HSCO(și HSS-E) | M42(și HSCO8) | PM HSS-E |
| Descriere | Oțel rapid convențional | Oțel rapid aliat cu cobalt | Oțel rapid aliat cu 8% cobalt | Oțel rapid produs prin metalurgie pulverulentă |
| Compoziţie | Max. 4,5% cobalt și 2,6% vanadiu | Min. 4,5% cobalt sau 2,6% vanadiu | Min. 8% cobalt | Aceleași ingrediente ca HSCO, producție diferită |
| Utilizare | Utilizare universală | Utilizare pentru temperaturi ridicate de tăiere/răcire nefavorabilă, oțel inoxidabil | Utilizare cu materiale dificil de tăiat | Utilizare în producția de serie și pentru cerințe ridicate de durată de viață a sculelor |
Tabel de selecție a burghielor HSS
| MATERIAL PLASTIC | ALUMINIU | CUPRU | ALAMĂ | BRONZ | OȚEL CARBON SIMPLU | FONTĂ | OŢEL INOXIDABIL | ||||
| MULTIPURPOZ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| METAL INDUSTRIAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| METAL STANDARD | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
|
| |||
| Acoperit cu TITAN | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| TURBO METAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
| HSScuCOBALT | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
Tabel de selecție a burghielor pentru zidărie
| CĂRĂMIDĂ DE LUT | CĂRĂMIDĂ REFOCANȚĂ | B35 BETON | B45 BETON | BETON ARMAT | GRANIT | |
| StandardCĂRĂMIDĂ | ✔ | ✔ | ||||
| Beton industrial | ✔ | ✔ | ✔ | |||
| TURBO BETON | ✔ | ✔ | ✔ | ✔ | ||
| STANDARDUL SDS | ✔ | ✔ | ✔ | |||
| SDS INDUSTRIAL | ✔ | ✔ | ✔ | ✔ | ||
| SDS PROFESIONAL | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS-uri pentru armături | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS MAX | ✔ | ✔ | ✔ | ✔ | ✔ | |
| MULTIPURPOZ | ✔ |
|
|
|
|