O que sãoBrocas helicoidais?
Broca helicoidal é um termo genérico para vários tipos de brocas, como brocas para metal, brocas para plástico, brocas para madeira, brocas universais, brocas para alvenaria e concreto. Todas as brocas helicoidais têm uma característica comum: os canais helicoidais que dão nome às brocas. Diferentes brocas helicoidais são utilizadas dependendo da dureza do material a ser usinado.
Por ângulo de hélice
Tipo N
●Adequado para materiais normais, como ferro fundido.
●A cunha de corte tipo N é versátil devido ao seu ângulo de torção de aproximadamente 30°.
O ângulo da ponta deste tipo é 118°.
Tipo H
●Ideal para materiais duros e quebradiços, como bronze.
●O ângulo da hélice do tipo H é de cerca de 15°, o que resulta em um grande ângulo de cunha com uma aresta de corte menos afiada, mas muito estável.
●As brocas do tipo H também têm um ângulo de ponta de 118°.
Tipo W
●Usado para materiais macios, como alumínio.
●O ângulo da hélice de aproximadamente 40° resulta em um pequeno ângulo de cunha para uma aresta de corte afiada, mas comparativamente instável.
●O ângulo do ponto é 130°.
Por material
Aço rápido (HSS)
O material pode ser dividido em três tipos: aço rápido, aço rápido contendo cobalto e carboneto sólido.
Desde 1910, o aço rápido é utilizado como ferramenta de corte há mais de um século. Atualmente, é o material mais utilizado e mais barato para ferramentas de corte. Brocas de aço rápido podem ser usadas tanto em furadeiras manuais quanto em ambientes mais estáveis, como furadeiras. Outra razão pela qual o aço rápido dura tanto pode ser a possibilidade de reafiação repetida de ferramentas de corte de aço rápido. Devido ao seu baixo preço, ele não é usado apenas para afiar brocas, mas também é amplamente utilizado em ferramentas de torneamento.


Aço rápido contendo cobalto (HSSE)
O aço rápido contendo cobalto apresenta maior dureza e dureza ao rubro do que o aço rápido. O aumento da dureza também melhora sua resistência ao desgaste, mas ao mesmo tempo sacrifica parte de sua tenacidade. O mesmo ocorre com o aço rápido: pode ser usado para aumentar o número de vezes por meio de retificação.
Carboneto (CARBONETO)
O carboneto de cimento é um material compósito à base de metal. Dentre eles, o carboneto de tungstênio é usado como matriz, e alguns outros materiais são usados como ligantes para sinterização por prensagem isostática a quente e uma série de processos complexos. Comparado ao aço rápido, em termos de dureza, dureza ao rubro e resistência ao desgaste, ele foi significativamente aprimorado. No entanto, o custo das ferramentas de corte de carboneto cimentado também é muito mais caro do que o do aço rápido. O carboneto cimentado apresenta mais vantagens do que os materiais de ferramentas anteriores em termos de vida útil e velocidade de processamento. Na retificação repetida de ferramentas, são necessárias ferramentas de retificação profissionais.

Por revestimento

Sem revestimento
Os revestimentos podem ser divididos, grosso modo, nos cinco tipos a seguir, de acordo com o escopo de uso:
Ferramentas sem revestimento são as mais baratas e geralmente são usadas para processar alguns materiais macios, como liga de alumínio e aço de baixo carbono.
Revestimento de Óxido Preto
Revestimentos de óxido podem fornecer melhor lubrificação do que ferramentas não revestidas, também são melhores em resistência à oxidação e ao calor e podem aumentar a vida útil em mais de 50%.


Revestimento de nitreto de titânio
O nitreto de titânio é o material de revestimento mais comum e não é adequado para materiais com dureza relativamente alta e altas temperaturas de processamento.
Revestimento de carbonitreto de titânio
O carbonitreto de titânio é desenvolvido a partir do nitreto de titânio, possui maior resistência a altas temperaturas e ao desgaste, geralmente de cor roxa ou azul. Usado na oficina Haas para usinar peças de ferro fundido.


Revestimento de nitreto de alumínio e titânio
O nitreto de titânio e alumínio é mais resistente a altas temperaturas do que todos os revestimentos mencionados acima, podendo ser utilizado em ambientes de corte mais rigorosos. Por exemplo, no processamento de superligas. Também é adequado para o processamento de aço e aço inoxidável, mas, como contém elementos de alumínio, ocorrerão reações químicas durante o processamento do alumínio, portanto, evite processar materiais que contenham alumínio.
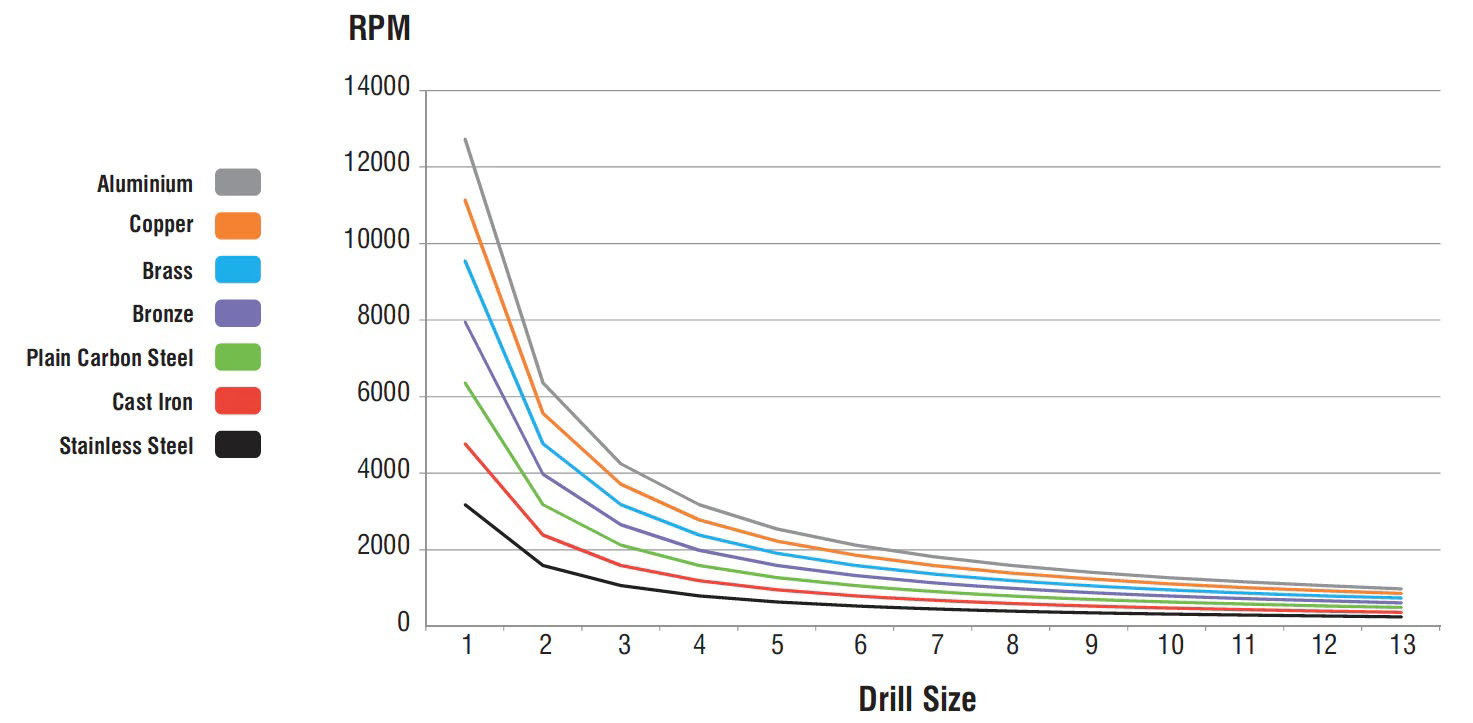
Velocidades de perfuração recomendadas em metal
| Tamanho da broca | |||||||||||||
| 1MM | 2MM | 3MM | 4MM | 5MM | 6MM | 7MM | 8MM | 9MM | 10 mm | 11MM | 12MM | 13MM | |
| INOXIDÁVELAÇO | 3182 | 1591 | 1061 | 795 | 636 | 530 | 455 | 398 | 354 | 318 | 289 | 265 | 245 |
| FERRO FUNDIDO | 4773 | 2386 | 1591 | 1193 | 955 | 795 | 682 | 597 | 530 | 477 | 434 | 398 | 367 |
| SIMPLESCARBONOAÇO | 6364 | 3182 | 2121 | 1591 | 1273 | 1061 | 909 | 795 | 707 | 636 | 579 | 530 | 490 |
| BRONZE | 7955 | 3977 | 2652 | 1989 | 1591 | 1326 | 1136 | 994 | 884 | 795 | 723 | 663 | 612 |
| LATÃO | 9545 | 4773 | 3182 | 2386 | 1909 | 1591 | 1364 | 1193 | 1061 | 955 | 868 | 795 | 734 |
| COBRE | 11136 | 5568 | 3712 | 2784 | 2227 | 1856 | 1591 | 1392 | 1237 | 1114 | 1012 | 928 | 857 |
| ALUMÍNIO | 12727 | 6364 | 4242 | 3182 | 2545 | 2121 | 1818 | 1591 | 1414 | 1273 | 1157 | 1061 | 979 |
O que são brocas HSS?
Brocas de aço rápido (HSS) são brocas de aço que se caracterizam por suas possibilidades universais de aplicação. Especialmente na produção em série de pequenas e médias séries, em condições de usinagem instáveis e sempre que for necessária tenacidade, os usuários ainda recorrem a ferramentas de perfuração de aço rápido (HSS/HSCO).
Diferenças em brocas HSS
O aço rápido é dividido em diferentes níveis de qualidade, dependendo da dureza e tenacidade. Componentes de liga como tungstênio, molibdênio e cobalto são responsáveis por essas propriedades. O aumento da quantidade de componentes de liga aumenta a resistência ao revenimento, a resistência ao desgaste e o desempenho da ferramenta, bem como o preço de compra. Por isso, é importante considerar quantos furos serão feitos em qual material ao escolher o material de corte. Para um pequeno número de furos, recomenda-se o material de corte HSS, mais econômico. Materiais de corte de maior qualidade, como HSCO, M42 ou HSS-E-PM, devem ser selecionados para a produção em série.
| Grau HSS | HSS | HSCO(também HSS-E) | M42(também HSCO8) | PM HSS-E |
| Descrição | Aço rápido convencional | Aço rápido ligado ao cobalto | Aço rápido com liga de 8% de cobalto | Aço rápido produzido por metalurgia do pó |
| Composição | Máx. 4,5% de cobalto e 2,6% de vanádio | Mín. 4,5% de cobalto ou 2,6% de vanádio | Mín. 8% de cobalto | Mesmos ingredientes do HSCO, produção diferente |
| Usar | Uso universal | Uso para altas temperaturas de corte/resfriamento desfavorável, aço inoxidável | Use com materiais difíceis de cortar | Uso em produção em série e para requisitos de alta vida útil da ferramenta |
Tabela de seleção de brocas HSS
| PLÁSTICOS | ALUMÍNIO | COBRE | LATÃO | BRONZE | AÇO CARBONO SIMPLES | FERRO FUNDIDO | AÇO INOXIDÁVEL | ||||
| MULTIUSO | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| METAL INDUSTRIAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| METAL PADRÃO | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
|
| |||
| Revestido em TITÂNIO | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| TURBO METAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
| HSScomCOBALTO | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
Tabela de seleção de brocas para alvenaria
| TIJOLO DE BARRO | TIJOLO REFRIGERANTE | B35 CONCRETO | B45 CONCRETO | BETÃO ARMADO | GRANITO | |
| PadrãoTIJOLO | ✔ | ✔ | ||||
| Concreto Industrial | ✔ | ✔ | ✔ | |||
| TURBO CONCRETO | ✔ | ✔ | ✔ | ✔ | ||
| PADRÃO SDS | ✔ | ✔ | ✔ | |||
| SDS INDUSTRIAL | ✔ | ✔ | ✔ | ✔ | ||
| SDS PROFISSIONAL | ✔ | ✔ | ✔ | ✔ | ✔ | |
| VERGALHÕES DE SDS | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS MÁXIMO | ✔ | ✔ | ✔ | ✔ | ✔ | |
| MULTIUSO | ✔ |
|
|
|
|