څه ديټویسټ ډرلونه؟
ټویسټ ډرل د مختلفو ډولونو ډرلونو لپاره یوه عمومي اصطلاح ده، لکه فلزي ډرلونه، پلاستيکي ډرلونه، د لرګیو ډرلونه، یونیورسل ډرلونه، معمارۍ او کانکریټ ډرلونه. ټول ټویسټ ډرلونه یو عام ځانګړتیا لري: هیلیکل فلوټونه چې ډرلونو ته خپل نوم ورکوي. د ماشین کولو لپاره د موادو سختۍ پورې اړه لري مختلف ټویسټ ډرلونه کارول کیږي.
د هیلکس زاویې له مخې
ډول N
●د عادي موادو لکه کاسټ اوسپنې لپاره مناسب.
●د N ډوله پرې کولو ویج د شاوخوا 30 درجو د تاو زاویې له امله څو اړخیز دی.
د دې ډول نقطې زاویه ۱۱۸ درجې ده.
ډول H
●د سختو او ماتیدونکو موادو لکه برونزو لپاره مناسب دی.
●د H ډوله حلقې زاویه شاوخوا ۱۵ درجې ده، چې پایله یې د یوې لویې زاویې رامینځته کول دي چې لږ تیز مګر خورا مستحکم پرې کولو څنډه لري.
●د H ډول ډرلونه هم د 118 درجې نقطې زاویه لري.
ډول W
●د نرمو موادو لکه المونیم لپاره کارول کیږي.
●د شاوخوا ۴۰ درجو حلقوي زاویه د یوې تیزې خو په نسبي ډول بې ثباته پرې کولو څنډې لپاره د یوې کوچنۍ ویج زاویې پایله لري.
●د نقطې زاویه ۱۳۰ درجې ده.
د موادو له مخې
د لوړ سرعت فولاد (HSS)
مواد تقریبا په دریو ډولونو ویشل کیدی شي: لوړ سرعت فولاد، کوبالټ لرونکی لوړ سرعت فولاد او جامد کاربایډ.
له ۱۹۱۰ کال راهیسې، د لوړ سرعت فولاد د پرې کولو وسیلې په توګه له یوې پیړۍ څخه ډیر وخت راهیسې کارول کیږي. دا اوس مهال د پرې کولو وسیلو لپاره ترټولو پراخه کارول شوی او ارزانه مواد دی. د لوړ سرعت فولادو ډرلونه په لاسي ډرلونو او ډیر باثباته چاپیریال لکه د برمه کولو ماشین کې کارول کیدی شي. یو بل دلیل چې ولې د لوړ سرعت فولاد د اوږدې مودې لپاره دوام کوي ممکن دا وي چې د لوړ سرعت فولادو د پرې کولو وسیلې په مکرر ډول بیا ګراونډ کیدی شي. د هغې د ټیټ نرخ له امله، دا نه یوازې د ډرل بټونو د مینځلو لپاره کارول کیږي، بلکې په پراخه کچه د بدلولو وسیلو کې هم کارول کیږي.


کوبالټ لرونکی لوړ سرعت لرونکی فولاد (HSSE)
د کوبالټ لرونکي لوړ سرعت فولاد د لوړ سرعت فولادو په پرتله ښه سختۍ او سور سختۍ لري. د سختۍ زیاتوالی د هغې د اغوستلو مقاومت هم ښه کوي، مګر په ورته وخت کې د هغې د سختۍ یوه برخه قرباني کوي. د لوړ سرعت فولادو په څیر: دوی د ګرینډ کولو له لارې د وختونو شمیر زیاتولو لپاره کارول کیدی شي.
کاربایډ (کاربایډ)
سیمنټ کاربایډ د فلزاتو پر بنسټ جوړ شوی مواد دی. د دوی په منځ کې، ټنګسټن کاربایډ د میټریکس په توګه کارول کیږي، او ځینې نور مواد د ګرمو اسوسټیټیک فشار او د پیچلو پروسو لړۍ لخوا د سینټر کولو لپاره د باندر په توګه کارول کیږي. د سختۍ، سور سختۍ او اغوستلو مقاومت له مخې د لوړ سرعت فولادو په پرتله، دا خورا ښه شوی. مګر د سیمنټ کاربایډ پرې کولو وسیلو لګښت هم د لوړ سرعت فولادو په پرتله خورا ګران دی. سیمنټ کاربایډ د وسیلې ژوند او پروسس سرعت له مخې د پخوانیو وسیلو موادو په پرتله ډیرې ګټې لري. د وسیلو په تکراري پیس کولو کې، مسلکي پیس کولو وسیلو ته اړتیا ده.

د پوښ په واسطه

بې پوښل شوی
پوښونه د کارونې د ساحې له مخې په لاندې پنځو ډولونو ویشل کیدی شي:
بې پوښه وسایل تر ټولو ارزانه دي او معمولا د ځینو نرمو موادو لکه المونیم الیاژ او ټیټ کاربن فولادو پروسس کولو لپاره کارول کیږي.
د تور اکسایډ پوښ
د اکسایډ پوښښ کولی شي د غیر پوښل شوي وسیلو په پرتله ښه غوړ چمتو کړي، د اکسیډیشن او تودوخې مقاومت کې هم ښه دي، او کولی شي د خدماتو ژوند له 50٪ څخه ډیر زیات کړي.


د ټایټانیوم نایټرایډ کوټینګ
ټایټانیوم نایټرایډ د کوټینګ ترټولو عام مواد دی، او دا د هغو موادو لپاره مناسب نه دی چې نسبتا لوړ سختۍ او لوړ پروسس تودوخې لري.
د ټایټانیوم کاربونیټرایډ کوټینګ
ټایټانیوم کاربونیټرایډ د ټایټانیوم نایټرایډ څخه جوړ شوی، د لوړ تودوخې مقاومت او د اغوستلو مقاومت لري، معمولا ارغواني یا نیلي. د هاس ورکشاپ کې د کاسټ اوسپنې څخه جوړ شوي کاري ټوټې ماشین کولو لپاره کارول کیږي.


د ټایټانیوم المونیم نایټرایډ کوټینګ
د ټایټانیوم المونیم نایټرایډ د پورته ټولو پوښونو په پرتله د لوړې تودوخې په وړاندې ډیر مقاومت لري، نو دا د لوړ پرې کولو چاپیریال کې کارول کیدی شي. د مثال په توګه، د سوپر الیاژ پروسس کول. دا د فولادو او سټینلیس فولادو پروسس کولو لپاره هم مناسب دی، مګر ځکه چې دا د المونیم عناصر لري، د المونیم پروسس کولو پرمهال به کیمیاوي تعاملات رامینځته شي، نو د المونیم لرونکي موادو پروسس کولو څخه ډډه وکړئ.
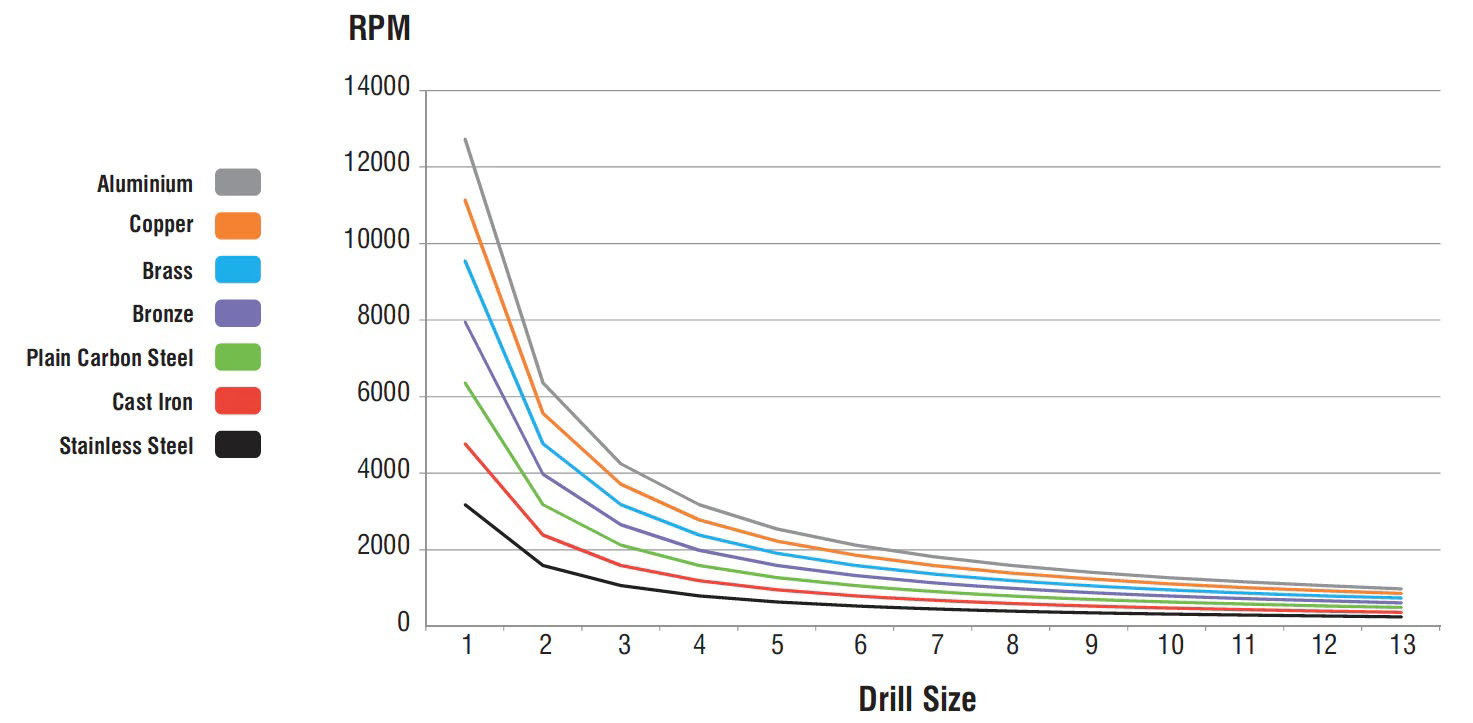
په فلزاتو کې د برمه کولو وړاندیز شوي سرعتونه
| د ډرل اندازه | |||||||||||||
| ۱ ملي میتر | ۲ ملي متره | ۳ ملي متره | ۴ ملي متره | ۵ ملي متره | ۶ ملي متره | ۷ ملي متره | ۸ ملي متره | ۹ ملي متره | ۱۰ ملي متره | ۱۱ ملي متره | ۱۲ ملي متره | ۱۳ ملي متره | |
| سټینلیسفولاد | ۳۱۸۲ | ۱۵۹۱ | ۱۰۶۱ | ۷۹۵ | ۶۳۶ | ۵۳۰ | ۴۵۵ | ۳۹۸ | ۳۵۴ | ۳۱۸ | ۲۸۹ | ۲۶۵ | ۲۴۵ |
| د اوسپنې اچول | ۴۷۷۳ | ۲۳۸۶ | ۱۵۹۱ | ۱۱۹۳ | ۹۵۵ | ۷۹۵ | ۶۸۲ | ۵۹۷ | ۵۳۰ | ۴۷۷ | ۴۳۴ | ۳۹۸ | ۳۶۷ |
| سادهکاربنفولاد | ۶۳۶۴ | ۳۱۸۲ | ۲۱۲۱ | ۱۵۹۱ | ۱۲۷۳ | ۱۰۶۱ | ۹۰۹ | ۷۹۵ | ۷۰۷ | ۶۳۶ | ۵۷۹ | ۵۳۰ | ۴۹۰ |
| برونز | ۷۹۵۵ | ۳۹۷۷ | ۲۶۵۲ | ۱۹۸۹ کال | ۱۵۹۱ | ۱۳۲۶ | ۱۱۳۶ | ۹۹۴ | ۸۸۴ | ۷۹۵ | ۷۲۳ | ۶۶۳ | ۶۱۲ |
| براس | ۹۵۴۵ | ۴۷۷۳ | ۳۱۸۲ | ۲۳۸۶ | ۱۹۰۹ کال | ۱۵۹۱ | ۱۳۶۴ کال | ۱۱۹۳ | ۱۰۶۱ | ۹۵۵ | ۸۶۸ | ۷۹۵ | ۷۳۴ |
| مسو | ۱۱۱۳۶ | ۵۵۶۸ | ۳۷۱۲ | ۲۷۸۴ | ۲۲۲۷ | ۱۸۵۶ | ۱۵۹۱ | ۱۳۹۲ کال | ۱۲۳۷ | ۱۱۱۴ | ۱۰۱۲ | ۹۲۸ | ۸۵۷ |
| المونیم | ۱۲۷۲۷ | ۶۳۶۴ | ۴۲۴۲ | ۳۱۸۲ | ۲۵۴۵ | ۲۱۲۱ | ۱۸۱۸ | ۱۵۹۱ | ۱۴۱۴ | ۱۲۷۳ | ۱۱۵۷ | ۱۰۶۱ | ۹۷۹ |
د HSS تمرینونه څه شی دي؟
د HSS ډرلونه د فولادو ډرلونه دي چې د دوی د نړیوال غوښتنلیک امکاناتو لخوا مشخص شوي. په ځانګړي توګه د کوچني او متوسط لړۍ تولید کې، په بې ثباته ماشین کولو شرایطو کې او هرکله چې سختۍ ته اړتیا وي، کاروونکي لاهم د لوړ سرعت فولادو (HSS/HSCO) ډرل کولو وسیلو باندې تکیه کوي.
د HSS تمرینونو توپیرونه
د لوړ سرعت فولاد د سختۍ او سختۍ پورې اړه لري په مختلفو کیفیت کچو ویشل شوي دي. د الیاژ اجزا لکه ټنګسټن، مولیبډینم او کوبالټ د دې ملکیتونو لپاره مسؤل دي. د الیاژ اجزاو زیاتوالی د تودوخې مقاومت، د اغوستلو مقاومت او د وسیلې فعالیت زیاتوي، او همدارنګه د پیرود نرخ. له همدې امله دا مهمه ده چې د پرې کولو موادو غوره کولو پرمهال په پام کې ونیول شي چې په کوم موادو کې څومره سوري جوړ شي. د لږ شمیر سوریو لپاره، د پرې کولو ترټولو ارزانه مواد HSS سپارښتنه کیږي. د لوړ کیفیت لرونکي پرې کولو مواد لکه HSCO، M42 یا HSS-E-PM باید د لړۍ تولید لپاره غوره شي.
| د HSS درجه | د HSS | د HSCO(همدارنګه HSS-E) | ایم ۴۲(همدارنګه HSCO8) | د PM HSS-E |
| تفصیل | دودیز لوړ سرعت فولاد | د کوبالټ مصر لوړ سرعت فولاد | ۸٪ کوبالټ مصر لرونکی لوړ سرعت فولاد | د پوډر فلزاتورجیکل تولید شوي لوړ سرعت فولاد |
| جوړښت | اعظمي حد ۴.۵٪ کوبالټ او ۲.۶٪ وینډیم | لږ تر لږه ۴.۵٪ کوبالټ یا ۲.۶٪ وینډیم | لږ تر لږه ۸٪ کوبالټ | ورته اجزا د HSCO په څیر، مختلف تولید |
| کارول | نړیوال استعمال | د لوړ پرې کولو تودوخې / نامناسب یخولو لپاره، سټینلیس سټیل وکاروئ | د هغو موادو سره وکاروئ چې پرې کول یې ستونزمن وي | په لړۍ تولید کې او د لوړ وسیلې ژوند اړتیاو لپاره کارول |
د HSS ډرل بټ انتخاب چارټ
| پلاستیکونه | المونیم | مسو | براس | برونز | ساده کاربن فولاد | د اوسپنې اچول | بې عیبه فولاد | ||||
| څو اړخیزه | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| صنعتي فلزات | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| معیاري فلز | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
|
| |||
| د ټایټانیوم پوښل شوی | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| د ټربو فلز | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
| د HSSسرهکوبالټ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
د معمارۍ د ډرل بټ انتخاب چارټ
| د خښتو خښته | د اور خښته | B35 کانکریټ | B45 کانکریټ | تقویه شوی کانکریټ | ګرانټ | |
| معیاريخښته | ✔ | ✔ | ||||
| صنعتي کانکریټ | ✔ | ✔ | ✔ | |||
| ټربو کانکریټ | ✔ | ✔ | ✔ | ✔ | ||
| د SDS معیار | ✔ | ✔ | ✔ | |||
| د SDS صنعتي | ✔ | ✔ | ✔ | ✔ | ||
| د SDS مسلکي | ✔ | ✔ | ✔ | ✔ | ✔ | |
| د SDS ریبار | ✔ | ✔ | ✔ | ✔ | ✔ | |
| د SDS MAX | ✔ | ✔ | ✔ | ✔ | ✔ | |
| څو اړخیزه | ✔ |
|
|
|
|