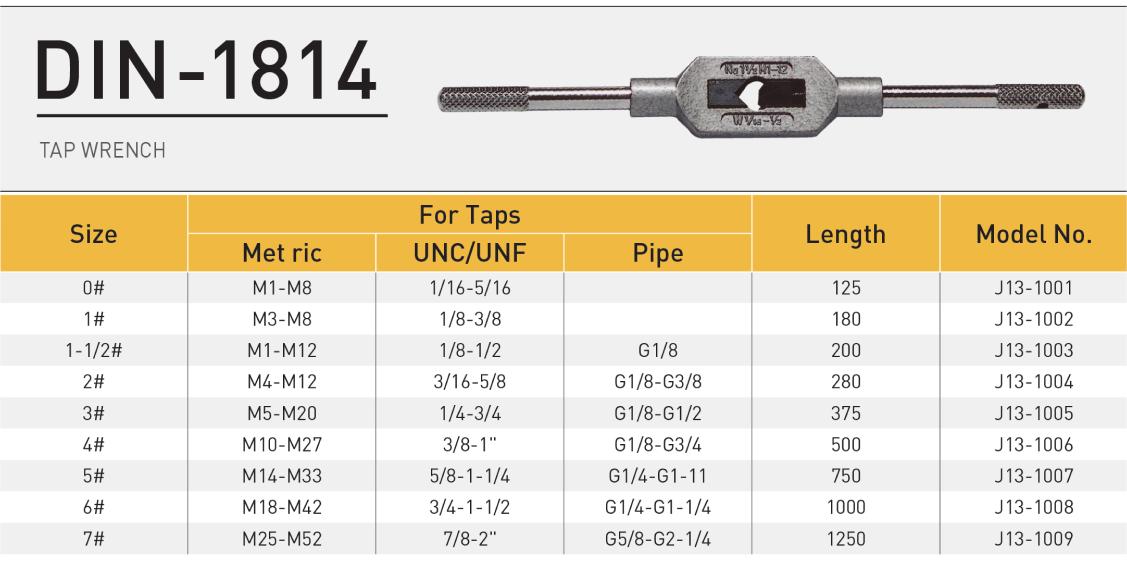
Niezbędne klucze do gwintów Din1814

Rozmiar produktu
Opis produktu
Zaprojektowane do pracy w różnorodnych, złożonych środowiskach, klucze Eurocut charakteryzują się wyjątkową trwałością i stabilną konstrukcją. Szczęka klucza do gwintowników i rozwiertaków spełnia szereg praktycznych zastosowań. Produkt w 100% nowy, spełnia wysokie standardy produkcji i podlega ścisłej kontroli jakości. Klucz może być używany do obróbki i korygowania gwintów zewnętrznych, naprawy uszkodzonych śrub i gwintów, a nawet do demontażu śrub i wkrętów. Jego wszechstronność sprawia, że jest on niezwykle cenny w praktyce ze względu na szeroki zakres zastosowań.
Dobre narzędzia muszą być funkcjonalne, ale także łatwe w użyciu i obsłudze. Ten klucz do gwintowników i rozwiertaków spełnia oba te kryteria. Dzięki odpornej na zużycie podstawie formy i długiej żywotności, podstawa formy mocno trzyma okrągłą formę i jest łatwa w obsłudze. Podstawa formy ze stali narzędziowej stopowej jest wyposażona w cztery śruby regulacyjne, które zapewniają mocne i bezpieczne mocowanie okrągłej formy. Stożkowa konstrukcja otworu blokującego gwarantuje mocne mocowanie i maksymalny moment obrotowy.
Ważne jest, aby przed włożeniem śruby i dokręceniem jej rowek pozycjonujący szczęki klucza do gwintownika i rozwiertaka wyrównać ze śrubą mocującą pośrodku klucza do form. Aby zapobiec rdzewieniu, powierzchnia jest smarowana. Dodatkowo zaleca się odwracanie co 1/4 do 1/2 obrotu i nakładanie odpowiedniego oleju smarującego na krawędź tnącą matrycy, aby zapewnić lepsze odprowadzanie wiórów i lepszą jakość gwintowania.





