Hva erSpiralbor?
Spiralbor er en fellesbetegnelse for ulike typer bor, som metallbor, plastbor, trebor, universalbor, mur- og betongbor. Alle spiralbor har en felles egenskap: De spiralformede sporene som gir borene navnet sitt. Ulike spiralbor brukes avhengig av hardheten til materialet som skal bearbeides.
Ved helixvinkel
Type N
●Egnet for vanlige materialer som støpejern.
●Skjærekilen av type N er allsidig på grunn av vridningsvinkelen på ca. 30°.
Punktvinkelen til denne typen er 118°.
Type H
●Ideell for harde og sprø materialer som bronse.
●Type H-spiralvinkelen er rundt 15°, noe som resulterer i en stor kilevinkel med en mindre skarp, men svært stabil skjæreegg.
●Type H-bor har også en spissvinkel på 118°.
Type W
●Brukes til myke materialer som aluminium.
●Helixvinkelen på ca. 40° resulterer i en liten kilevinkel for en skarp, men forholdsvis ustabil skjæreegg.
●Punktvinkelen er 130°.
Etter materiale
Høyhastighetsstål (HSS)
Materialet kan grovt sett deles inn i tre typer: hurtigstål, koboltholdig hurtigstål og solid karbid.
Siden 1910 har hurtigstål blitt brukt som skjæreverktøy i over et århundre. Det er for tiden det mest brukte og billigste materialet for skjæreverktøy. Hurtigstålbor kan brukes både i håndbor og i et mer stabilt miljø, for eksempel en boremaskin. En annen grunn til at hurtigstål varer lenge, kan være at skjæreverktøy i hurtigstål kan slipes om gjentatte ganger. På grunn av den lave prisen brukes det ikke bare til å slipe borekroner, men også mye i dreieverktøy.


Koboltholdig hurtigstål (HSSE)
Koboltholdig hurtigstål har bedre hardhet og rød hardhet enn hurtigstål. Økningen i hardhet forbedrer også slitestyrken, men samtidig ofrer den deler av seigheten. Det samme som hurtigstål: de kan brukes til å øke antall ganger gjennom sliping.
Karbid (KARBID)
Sementkarbid er et metallbasert komposittmateriale. Blant disse brukes wolframkarbid som matrise, og noen andre materialer brukes som bindemidler for sintring ved varm isostatisk pressing og en rekke kompliserte prosesser. Sammenlignet med hurtigstål når det gjelder hardhet, rød hardhet og slitestyrke, er det betydelig forbedret. Men kostnaden for sementert karbidskjæreverktøy er også mye dyrere enn hurtigstål. Sementert karbid har flere fordeler enn tidligere verktøymaterialer når det gjelder verktøylevetid og prosesseringshastighet. Ved gjentatt sliping av verktøy kreves profesjonelle slipeverktøy.

Ved belegg

Ubestrøket
Belegg kan grovt sett deles inn i følgende fem typer i henhold til bruksomfanget:
Ubelagte verktøy er de billigste og brukes vanligvis til å bearbeide noen myke materialer som aluminiumslegering og lavkarbonstål.
Svart oksidbelegg
Oksidbelegg kan gi bedre smøreevne enn ubelagte verktøy, er også bedre i oksidasjons- og varmebestandighet, og kan øke levetiden med mer enn 50 %.


Titanitridbelegg
Titanitrid er det vanligste beleggmaterialet, og det er ikke egnet for materialer med relativt høy hardhet og høye prosesseringstemperaturer.
Titankarbonitridbelegg
Titankarbonitrid er utviklet fra titannitrid, har høyere høytemperaturmotstand og slitestyrke, vanligvis lilla eller blå. Brukes i Haas-verkstedet til å maskinere arbeidsstykker laget av støpejern.


Titan-aluminiumnitridbelegg
Titanaluminiumnitrid er mer motstandsdyktig mot høye temperaturer enn alle de ovennevnte beleggene, så det kan brukes i miljøer med høyere skjærebelastning. For eksempel ved bearbeiding av superlegeringer. Det er også egnet for bearbeiding av stål og rustfritt stål, men fordi det inneholder aluminiumselementer, vil det oppstå kjemiske reaksjoner ved bearbeiding av aluminium, så unngå bearbeiding av materialer som inneholder aluminium.
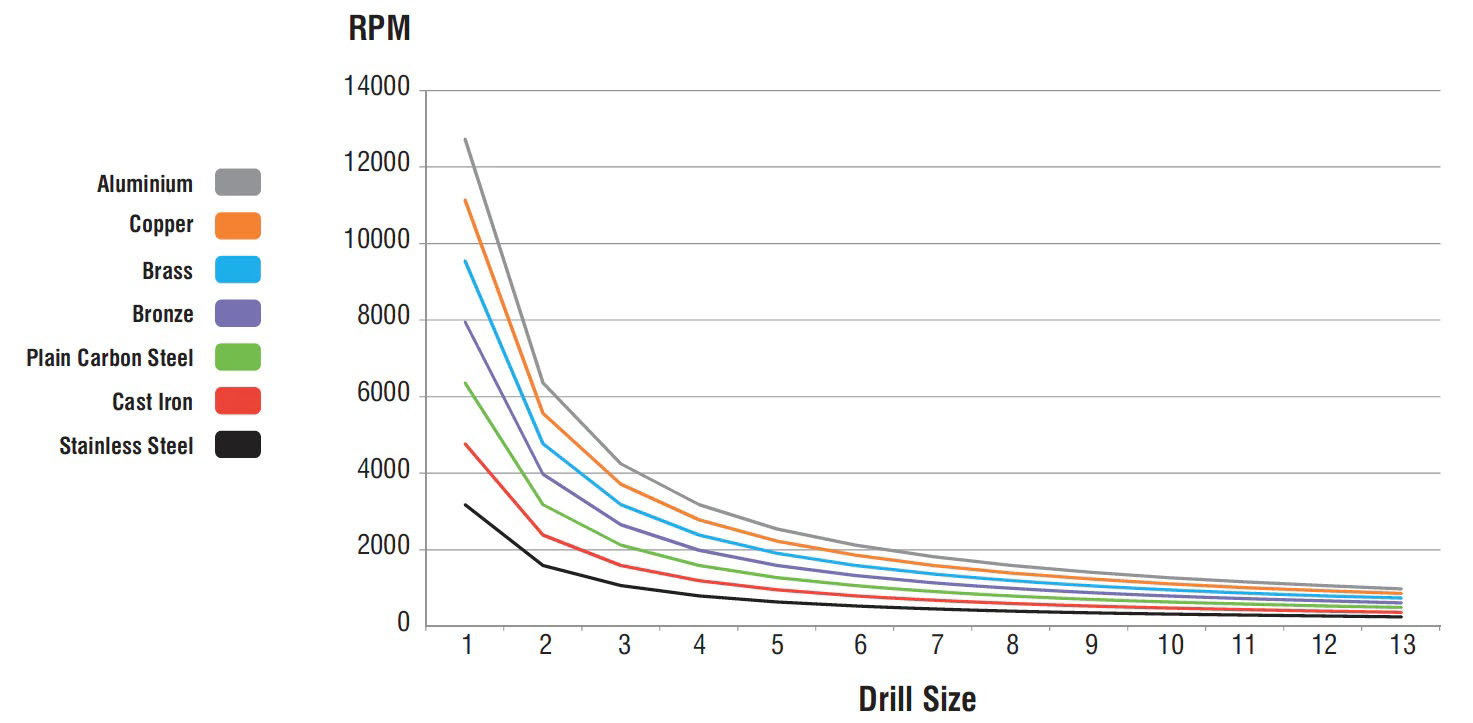
Anbefalte borehastigheter i metall
| Borestørrelse | |||||||||||||
| 1 mm | 2 mm | 3 mm | 4MM | 5MM | 6 mm | 7 mm | 8 mm | 9 mm | 10 mm | 11 mm | 12 mm | 13 mm | |
| RUSTFRITTSTÅL | 3182 | 1591 | 1061 | 795 | 636 | 530 | 455 | 398 | 354 | 318 | 289 | 265 | 245 |
| STØPEJERN | 4773 | 2386 | 1591 | 1193 | 955 | 795 | 682 | 597 | 530 | 477 | 434 | 398 | 367 |
| ENKELKARBONSTÅL | 6364 | 3182 | 2121 | 1591 | 1273 | 1061 | 909 | 795 | 707 | 636 | 579 | 530 | 490 |
| BRONSE | 7955 | 3977 | 2652 | 1989 | 1591 | 1326 | 1136 | 994 | 884 | 795 | 723 | 663 | 612 |
| MESSING | 9545 | 4773 | 3182 | 2386 | 1909 | 1591 | 1364 | 1193 | 1061 | 955 | 868 | 795 | 734 |
| KOPPER | 11136 | 5568 | 3712 | 2784 | 2227 | 1856 | 1591 | 1392 | 1237 | 1114 | 1012 | 928 | 857 |
| ALUMINIUM | 12727 | 6364 | 4242 | 3182 | 2545 | 2121 | 1818 | 1591 | 1414 | 1273 | 1157 | 1061 | 979 |
Hva er HSS-bor?
HSS-bor er stålbor som kjennetegnes av sine universelle bruksmuligheter. Spesielt i små og mellomstore serieproduksjoner, under ustabile maskineringsforhold og når det kreves seighet, er brukerne fortsatt avhengige av borverktøy i hurtigstål (HSS/HSCO).
Forskjeller i HSS-bor
Høyhastighetsstål deles inn i forskjellige kvalitetsnivåer avhengig av hardhet og seighet. Legeringskomponenter som wolfram, molybden og kobolt er ansvarlige for disse egenskapene. Å øke legeringskomponentene øker anløpingsmotstanden, slitestyrken og ytelsen til verktøyet, samt kjøpesummen. Derfor er det viktig å vurdere hvor mange hull som skal lages i hvilket materiale når man velger skjæremateriale. For et lite antall hull anbefales det mest kostnadseffektive skjærematerialet HSS. Skjærematerialer av høyere kvalitet som HSCO, M42 eller HSS-E-PM bør velges for serieproduksjon.
| HSS-kvalitet | HSS | HSCO(også HSS-E) | M42(også HSCO8) | PM HSS-E |
| Beskrivelse | Konvensjonelt høyhastighetsstål | Koboltlegert høyhastighetsstål | 8 % koboltlegert høyhastighetsstål | Pulvermetallurgisk produsert høyhastighetsstål |
| Komposisjon | Maks. 4,5 % kobolt og 2,6 % vanadium | Min. 4,5 % kobolt eller 2,6 % vanadium | Min. 8 % kobolt | Samme ingredienser som HSCO, annen produksjon |
| Bruk | Universell bruk | Brukes ved høye skjæretemperaturer/ugunstig kjøling, rustfritt stål | Bruk med vanskelige materialer å skjære | Brukes i serieproduksjon og for høye krav til verktøylevetid |
HSS-borekronevalgstabell
| PLAST | ALUMINIUM | KOPPER | MESSING | BRONSE | VANLIG KARBONSTÅL | STØPEJERN | RUSTFRITT STÅL | ||||
| FLERFORMÅL | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| INDUSTRIMETALL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| STANDARD METALL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
|
| |||
| TITANbelagt | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| TURBO METALL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
| HSSmedKOBOLT | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
Utvalgstabell for murbor
| LEIRE MURSTEIN | ILDSTEIN | B35 BETONG | B45 BETONG | Armert betong | GRANITT | |
| StandardMURSTEIN | ✔ | ✔ | ||||
| Industriell betong | ✔ | ✔ | ✔ | |||
| TURBOBETONG | ✔ | ✔ | ✔ | ✔ | ||
| SDS-STANDARD | ✔ | ✔ | ✔ | |||
| SDS INDUSTRIELL | ✔ | ✔ | ✔ | ✔ | ||
| SDS PROFESJONELL | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS-ARMERINGSJAR | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS MAX | ✔ | ✔ | ✔ | ✔ | ✔ | |
| FLERFORMÅL | ✔ |
|
|
|
|