Kas irVītņurbji?
Spirālurbis ir vispārīgs termins dažādu veidu urbjiem, piemēram, metāla urbjiem, plastmasas urbjiem, koka urbjiem, universālajiem urbjiem, mūra un betona urbjiem. Visiem spirālurbjiem ir kopīga īpašība: spirālveida rievas, kas dod urbjiem to nosaukumu. Dažādi spirālurbji tiek izmantoti atkarībā no apstrādājamā materiāla cietības.
Pēc spirāles leņķa
N tips
●Piemērots parastiem materiāliem, piemēram, čugunam.
●N tipa griešanas ķīlis ir daudzpusīgs, pateicoties tā aptuveni 30° pagrieziena leņķim.
Šāda veida punkta leņķis ir 118°.
H tips
●Ideāli piemērots cietiem un trausliem materiāliem, piemēram, bronzai.
●H tipa spirāles leņķis ir aptuveni 15°, kas rada lielu ķīļa leņķi ar mazāk asu, bet ļoti stabilu griešanas malu.
●H tipa urbjiem ir arī 118° smailes leņķis.
W tips
●Izmanto mīkstiem materiāliem, piemēram, alumīnijam.
●Aptuveni 40° spirāles leņķis rada nelielu ķīļa leņķi asai, bet salīdzinoši nestabilai griešanas malai.
●Punkta leņķis ir 130°.
Pēc materiāla
Ātrgriezējtērauds (HSS)
Materiālu var aptuveni iedalīt trīs veidos: ātrgriezējtērauds, kobaltu saturošs ātrgriezējtērauds un cietais karbīds.
Kopš 1910. gada ātrgriezējtērauds vairāk nekā gadsimtu tiek izmantots kā griezējinstruments. Pašlaik tas ir visplašāk izmantotais un lētākais materiāls griezējinstrumentiem. Ātrgriezējtērauda urbjus var izmantot gan rokas urbjos, gan stabilākā vidē, piemēram, urbjmašīnā. Vēl viens iemesls, kāpēc ātrgriezējtērauds kalpo ilgi, varētu būt tas, ka ātrgriezējtērauda griezējinstrumentus var atkārtoti pārasināt. Zemās cenas dēļ to izmanto ne tikai urbju uzgaļu slīpēšanai, bet arī plaši izmanto virpošanas instrumentos.


Kobaltu saturošs ātrgriezējtērauds (HSSE)
Kobaltu saturošam ātrgriezējtēraudam ir labāka cietība un sarkanā cietība nekā ātrgriezējtēraudam. Cietības palielināšanās arī uzlabo tā nodilumizturību, bet vienlaikus daļēji zaudē tā stingrību. Tāpat kā ātrgriezējtēraudam: tos var izmantot, lai palielinātu reižu skaitu, slīpējot.
Karbīds (KARBĪDS)
Cementkarbīds ir uz metāla bāzes veidots kompozītmateriāls. Volframa karbīds tiek izmantots kā matrica, bet citi materiāli tiek izmantoti kā saistvielas karstās izostatiskās presēšanas un virknes sarežģītu procesu saķepināšanai. Salīdzinot ar ātrgriezējtēraudu cietības, sarkanās cietības un nodilumizturības ziņā, tas ir ievērojami uzlabojies. Taču cementēta karbīda griezējinstrumentu izmaksas ir arī daudz augstākas nekā ātrgriezējtēraudam. Cementētam karbīdam ir vairāk priekšrocību salīdzinājumā ar iepriekšējiem instrumentu materiāliem instrumenta kalpošanas laika un apstrādes ātruma ziņā. Instrumentu atkārtotai slīpēšanai ir nepieciešami profesionāli slīpēšanas instrumenti.

Ar pārklājumu

Bez pārklājuma
Pārklājumus var aptuveni iedalīt šādos piecos veidos atkarībā no lietošanas jomas:
Nepārklāti instrumenti ir vislētākie un parasti tiek izmantoti dažu mīkstu materiālu, piemēram, alumīnija sakausējuma un zema oglekļa satura tērauda, apstrādei.
Melnā oksīda pārklājums
Oksīda pārklājumi var nodrošināt labāku eļļošanas spēju nekā nepārklāti instrumenti, tiem ir arī labāka oksidēšanās un karstumizturība, un tie var palielināt kalpošanas laiku par vairāk nekā 50%.


Titāna nitrīda pārklājums
Titāna nitrīds ir visizplatītākais pārklājuma materiāls, un tas nav piemērots materiāliem ar relatīvi augstu cietību un augstām apstrādes temperatūrām.
Titāna karbonitrīda pārklājums
Titāna karbonitrīds ir iegūts no titāna nitrīda, tam ir augstāka izturība pret augstu temperatūru un nodilumizturība, parasti violets vai zils. To izmanto Haas darbnīcā, lai apstrādātu čuguna sagataves.


Titāna alumīnija nitrīda pārklājums
Titāna alumīnija nitrīds ir izturīgāks pret augstām temperatūrām nekā visi iepriekš minētie pārklājumi, tāpēc to var izmantot augstākas griešanas vidēs. Piemēram, supersakausējumu apstrādē. Tas ir piemērots arī tērauda un nerūsējošā tērauda apstrādei, taču, tā kā tas satur alumīnija elementus, alumīnija apstrādes laikā notiks ķīmiskas reakcijas, tāpēc jāizvairās no alumīniju saturošu materiālu apstrādes.
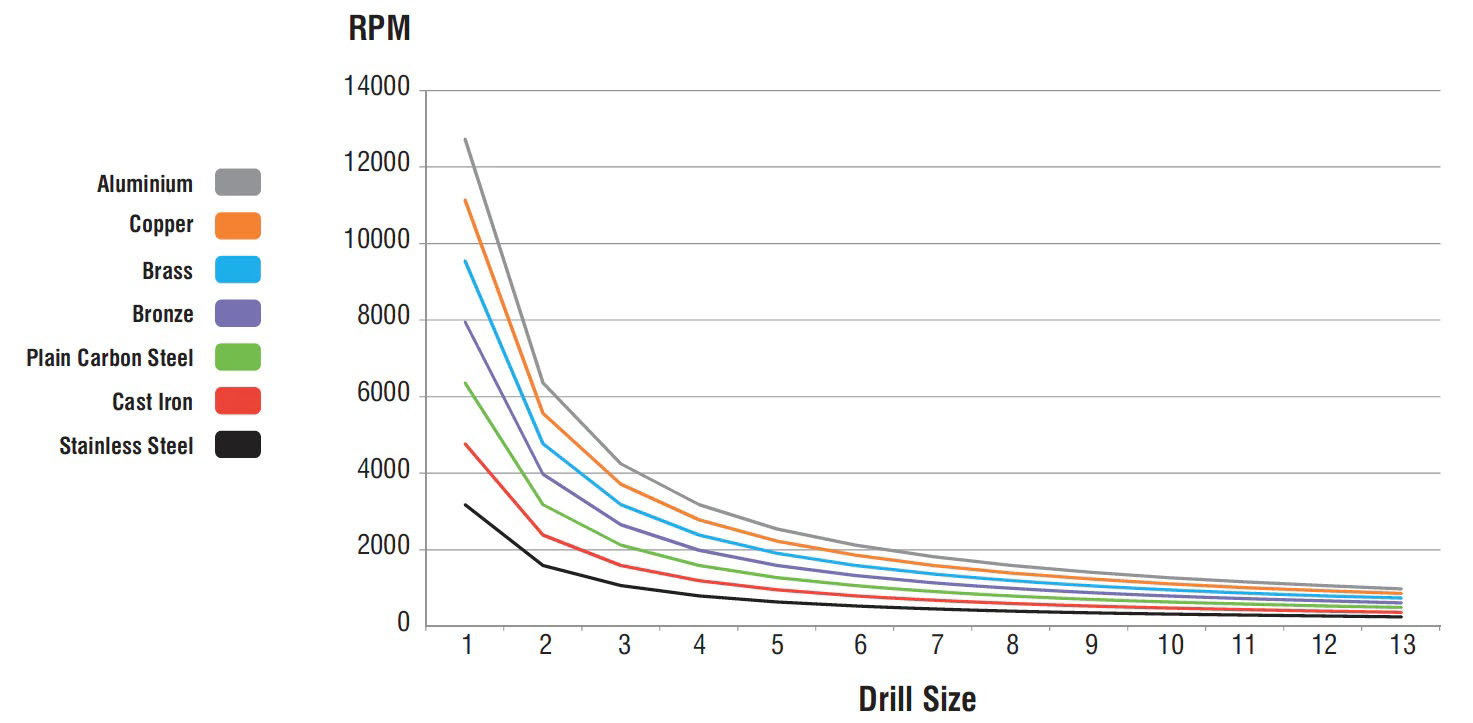
Ieteicamais urbšanas ātrums metālā
| Urbja izmērs | |||||||||||||
| 1 mm | 2 mm | 3 mm | 4 mm | 5 mm | 6 mm | 7 mm | 8 mm | 9 mm | 10 mm | 11 mm | 12 mm | 13 mm | |
| NERŪSĒJOŠĀ TĒRAUDATĒRAUDS | 3182 | 1591. gadā | 1061 | 795 | 636 | 530 | 455 | 398 | 354 | 318 | 289 | 265 | 245 |
| Čuguns | 4773 | 2386 | 1591. gadā | 1193 | 955 | 795 | 682 | 597 | 530 | 477 | 434 | 398 | 367 |
| VIENKĀRŠAOGLEKLISTĒRAUDS | 6364 | 3182 | 2121 | 1591. gadā | 1273 | 1061 | 909 | 795 | 707 | 636 | 579 | 530 | 490 |
| BRONZA | 7955 | 3977 | 2652 | 1989. gadā | 1591. gadā | 1326 | 1136 | 994 | 884 | 795 | 723 | 663 | 612 |
| MISINIEKS | 9545 | 4773 | 3182 | 2386 | 1909. gadā | 1591. gadā | 1364 | 1193 | 1061 | 955 | 868 | 795 | 734 |
| VARŠ | 11136 | 5568 | 3712 | 2784 | 2227 | 1856. gadā | 1591. gadā | 1392. gadā | 1237 | 1114 | 1012 | 928 | 857 |
| ALUMĪNIJS | 12727 | 6364 | 4242 | 3182 | 2545 | 2121 | 1818. gadā | 1591. gadā | 1414 | 1273 | 1157 | 1061 | 979 |
Kas ir HSS urbji?
HSS urbji ir tērauda urbji, kam raksturīgas universālas pielietojuma iespējas. Īpaši mazo un vidējo sēriju ražošanā, nestabilos apstrādes apstākļos un vienmēr, kad nepieciešama izturība, lietotāji joprojām paļaujas uz ātrgriezējtērauda (HSS/HSCO) urbšanas instrumentiem.
HSS urbju atšķirības
Ātrgriezējtērauds tiek iedalīts dažādos kvalitātes līmeņos atkarībā no cietības un izturības. Par šīm īpašībām ir atbildīgi sakausējuma komponenti, piemēram, volframs, molibdēns un kobalts. Palielinot sakausējuma komponentu daudzumu, palielinās instrumenta rūdīšanas izturība, nodilumizturība un veiktspēja, kā arī iegādes cena. Tāpēc, izvēloties griezējmateriālu, ir svarīgi ņemt vērā, cik caurumu tiks izveidoti kādā materiālā. Nelielam caurumu skaitam ieteicams izmantot visrentablāko griezējmateriālu HSS. Sērijveida ražošanai jāizvēlas augstākas kvalitātes griezējmateriāli, piemēram, HSCO, M42 vai HSS-E-PM.
| HSS klase | HSS | HSCO(arī HSS-E) | M42(arī HSCO8) | PM HSS-E |
| Apraksts | Parastais ātrgriezējtērauds | Kobalta leģēts ātrgaitas tērauds | 8% kobalta leģēts ātrgaitas tērauds | Pulvermetalurģiski ražots ātrgaitas tērauds |
| Sastāvs | Maks. 4,5 % kobalta un 2,6 % vanādija | Vismaz 4,5 % kobalta vai 2,6 % vanādija | Vismaz 8% kobalta | Tās pašas sastāvdaļas kā HSCO, atšķirīga ražošana |
| Lietošana | Universāls lietojums | Lietošanai augstās griešanas temperatūrās/nelabvēlīgā dzesēšanā, nerūsējošajam tēraudam | Lietošanai ar grūti griežamiem materiāliem | Izmantošanai sērijveida ražošanā un augstas instrumentu kalpošanas laika prasībām |
HSS urbja izvēles tabula
| PLASTMASAS | ALUMĪNIJS | VARŠ | MISINIEKS | BRONZA | VIENKĀRŠAIS OGLEKĻA TĒRAUDS | Čuguns | NERŪSĒJOŠAIS TĒRAUDS | ||||
| DAUDZFUNKTCIJU | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| RŪPNIECISKIE METĀLI | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| STANDARTA METĀLS | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
|
| |||
| TITĀNA pārklājums | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| TURBO METĀLS | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
| HSSarKOBALTS | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
Mūra urbju izvēles tabula
| MĀLA ĶIEĢEĻI | UGUNSKRĀSAS ĶIEĢEĻI | B35 BETONS | B45 BETONS | Dzelzsbetons | GRANĪTS | |
| StandartaĶIEĢEĻI | ✔ | ✔ | ||||
| Industriālais betons | ✔ | ✔ | ✔ | |||
| TURBO BETONS | ✔ | ✔ | ✔ | ✔ | ||
| SDS STANDARTS | ✔ | ✔ | ✔ | |||
| SDS INDUSTRIAL | ✔ | ✔ | ✔ | ✔ | ||
| SDS PROFESSIONAL | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS armatūras | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS MAX | ✔ | ✔ | ✔ | ✔ | ✔ | |
| DAUDZFUNKTCIJU | ✔ |
|
|
|
|