Amerikos standartinis galinis frezavimo staklės

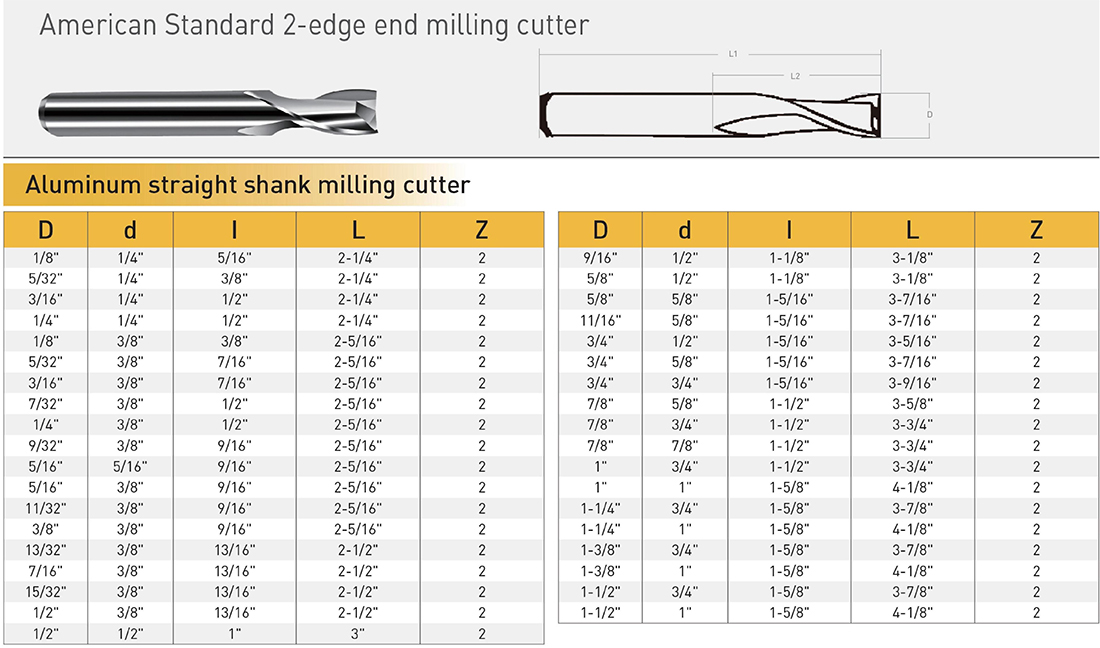
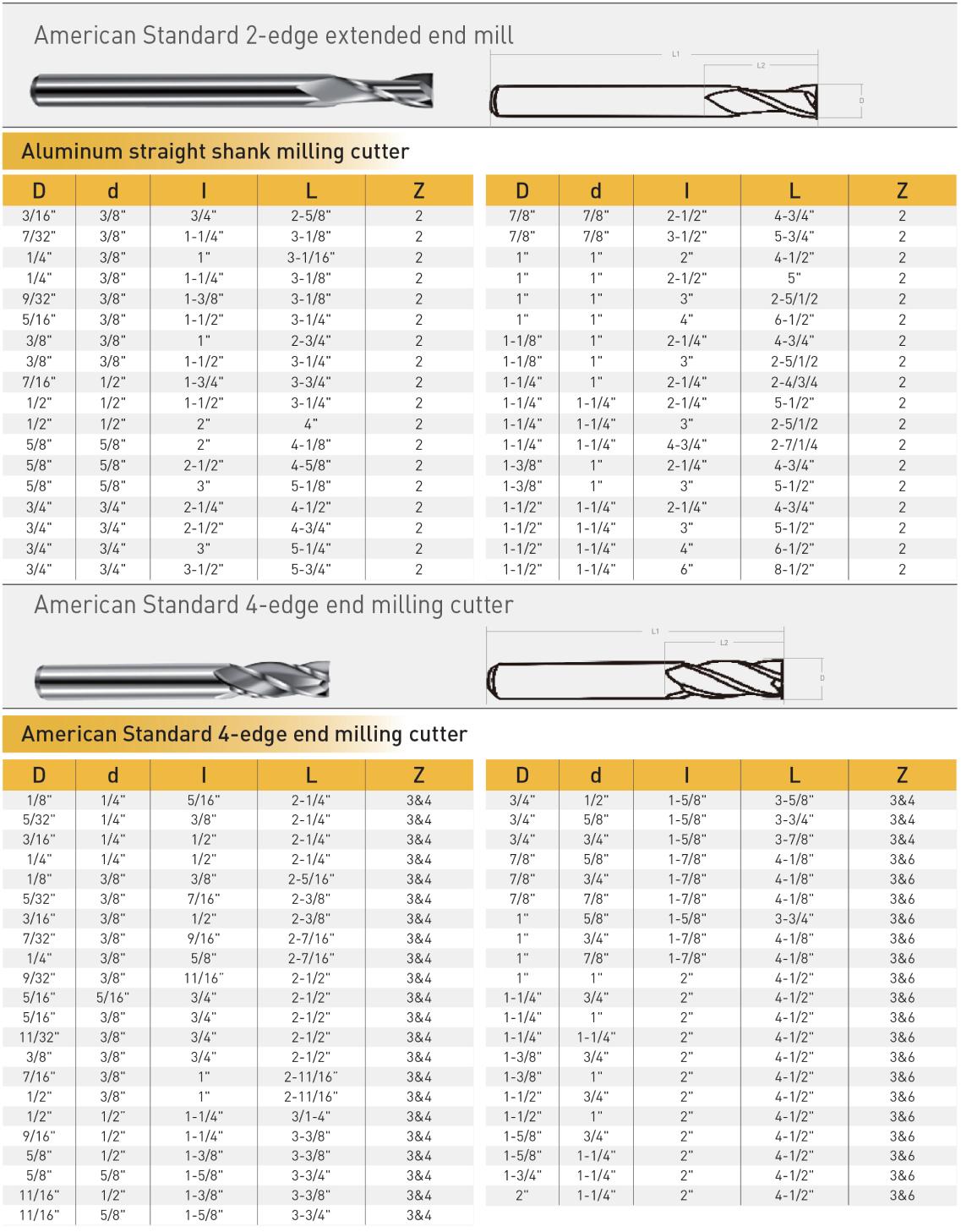
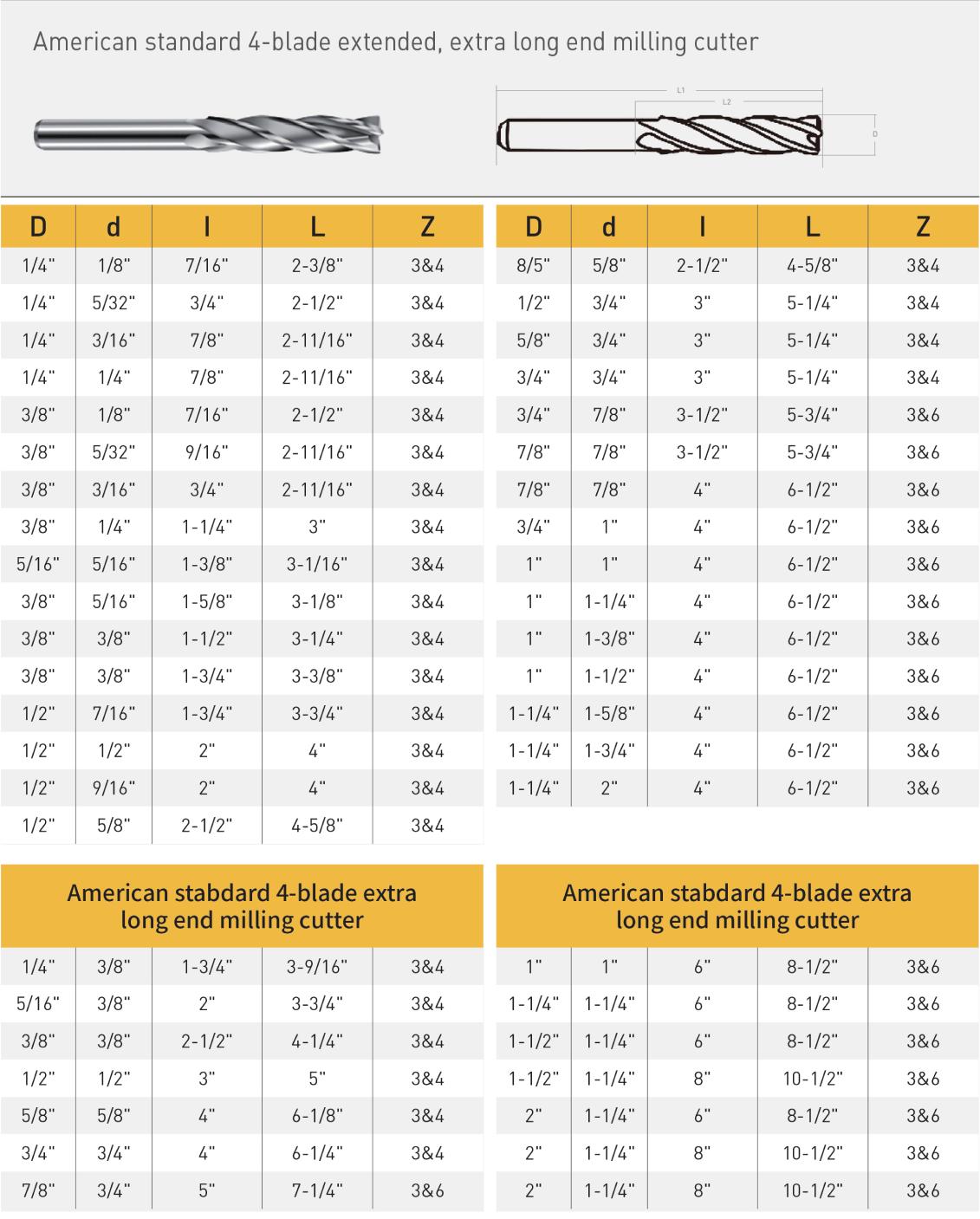
Produkto dydis
Produkto aprašymas
Dėl pjovimo proceso frezos išskiria daug šilumos, ypač esant dideliam pjovimo greičiui, todėl temperatūra smarkiai pakyla. Dėl aukštos temperatūros įrankis praranda kietumą, todėl sumažėja pjovimo efektyvumas, jei jo atsparumas karščiui nėra geras. Mūsų frezų medžiagų kietumas išlieka didelis ir aukštoje temperatūroje, todėl jos gali toliau pjauti. Ši savybė dar vadinama terminiu kietumu arba raudonuoju kietumu. Siekiant išvengti įrankio gedimo dėl perkaitimo, pjovimo įrankis turi būti atsparus karščiui, kad būtų išlaikytas stabilus pjovimo našumas esant aukštai temperatūrai.
„Erurocut“ frezos taip pat pasižymi dideliu stiprumu ir puikiu tvirtumu. Pjovimo proceso metu pjovimo įrankis turi atlaikyti didelę smūgio jėgą, todėl jis turi būti tvirtas, kitaip lengvai sulūžs ir bus pažeistas. Pjovimo proceso metu frezos taip pat patiria smūgius ir vibraciją, todėl jos taip pat turi būti tvirtos, kad būtų išvengta skilimo ir nuskilinėjimo problemų. Sudėtingomis ir kintančiomis pjovimo sąlygomis pjovimo įrankis gali išlaikyti stabilias ir patikimas pjovimo galimybes tik tada, kai turi šias savybes.
Siekiant užtikrinti, kad freza tinkamai liestųsi su ruošiniu ir būtų tinkamai pasukta tinkamu kampu, ją montuojant ir reguliuojant, reikia griežtai laikytis darbo etapų. Tai ne tik pagerins apdorojimo efektyvumą, bet ir padės išvengti ruošinių pažeidimų ar įrangos gedimo dėl netinkamo reguliavimo.





