Mik azokCsigafúrók?
A csigafúró egy gyűjtőfogalom a különféle fúrótípusokra, például fémfúrókra, műanyagfúrókra, fafúrókra, univerzális fúrókra, kőműves és betonfúrókra. Minden csigafúrónak van egy közös jellemzője: a spirális hornyok, amelyek a fúrók nevét adják. A megmunkálandó anyag keménységétől függően különböző csigafúrókat használnak.
Hélix szög szerint
N típus
●Normál anyagokhoz, például öntöttvashoz alkalmas.
●Az N típusú vágóék sokoldalúan használható a kb. 30°-os elfordulási szögének köszönhetően.
Ennek a típusnak a csúcsszöge 118°.
H típus
●Ideális kemény és törékeny anyagokhoz, például bronzhoz.
●A H típusú spirálszög körülbelül 15°, ami nagy ékszöget és kevésbé éles, de nagyon stabil vágóélt eredményez.
●A H típusú fúrók hegyszöge is 118°.
W típus
●Lágy anyagokhoz, például alumíniumhoz használják.
●A kb. 40°-os spirálszög kis ékszöget eredményez, ami éles, de viszonylag instabil vágóélt eredményez.
●A csúcsszög 130°.
Anyag szerint
Nagysebességű acél (HSS)
Az anyag nagyjából három típusra osztható: gyorsacél, kobalttartalmú gyorsacél és tömör keményfém.
1910 óta a gyorsacélt több mint egy évszázada használják forgácsolószerszámként. Jelenleg a legszélesebb körben használt és legolcsóbb anyag a forgácsolószerszámokhoz. A gyorsacél fúrók kézi fúrókban és stabilabb környezetben, például fúrógépben is használhatók. A gyorsacél hosszú élettartamának másik oka az lehet, hogy a gyorsacél forgácsolószerszámok ismételten újraköszörülhetők. Alacsony ára miatt nemcsak fúrófejek köszörülésére használják, hanem széles körben alkalmazzák esztergaszerszámokban is.


Kobalttartalmú gyorsacél (HSSE)
A kobalttartalmú gyorsacél keményebb és vöröskeményebb, mint a gyorsacél. A keménység növekedése a kopásállóságát is javítja, de egyúttal a szívósságának egy részét is feláldozza. Ugyanaz, mint a gyorsacélnál: köszörüléssel növelhető az őrlési idők száma.
Keményfém (KARBID)
A cementkarbid egy fémalapú kompozit anyag. Ezek közül a volfrám-karbidot mátrixként használják, más anyagokat pedig kötőanyagként a forró izosztatikus préseléssel és számos bonyolult eljárással történő szintereléshez. A nagysebességű acélhoz képest a keménysége, vörös keménysége és kopásállósága jelentősen javult. A cementkarbid vágószerszámok ára azonban sokkal magasabb, mint a nagysebességű acélé. A cementkarbidnak több előnye van a korábbi szerszámanyagokhoz képest a szerszám élettartama és a feldolgozási sebesség tekintetében. A szerszámok ismételt köszörüléséhez professzionális köszörűszerszámokra van szükség.

Bevonattal

Bevonat nélküli
A bevonatok felhasználási céljuk szerint nagyjából öt típusba sorolhatók:
A bevonat nélküli szerszámok a legolcsóbbak, és általában lágy anyagok, például alumíniumötvözet és alacsony széntartalmú acél megmunkálására használják.
Fekete oxid bevonat
Az oxidbevonatok jobb kenőképességet biztosíthatnak, mint a bevonat nélküli szerszámok, jobbak az oxidáció- és hőállóságukban is, és több mint 50%-kal növelhetik az élettartamot.


Titán-nitrid bevonat
A titán-nitrid a leggyakoribb bevonóanyag, és nem alkalmas viszonylag nagy keménységű és magas feldolgozási hőmérsékletű anyagokhoz.
Titán-karbonitrid bevonat
A titán-karbonitrid titán-nitridből készül, nagyobb hőállósággal és kopásállósággal rendelkezik, általában lila vagy kék színű. A Haas műhelyben öntöttvasból készült munkadarabok megmunkálására használják.


Titán-alumínium-nitrid bevonat
A titán-alumínium-nitrid jobban ellenáll a magas hőmérsékletnek, mint a fenti bevonatok, így nagyobb forgácsolási igényű környezetben is használható. Például szuperötvözetek megmunkálásához. Acél és rozsdamentes acél megmunkálására is alkalmas, de mivel alumínium elemeket tartalmaz, kémiai reakciók lépnek fel az alumínium feldolgozása során, ezért kerülje az alumíniumot tartalmazó anyagok feldolgozását.
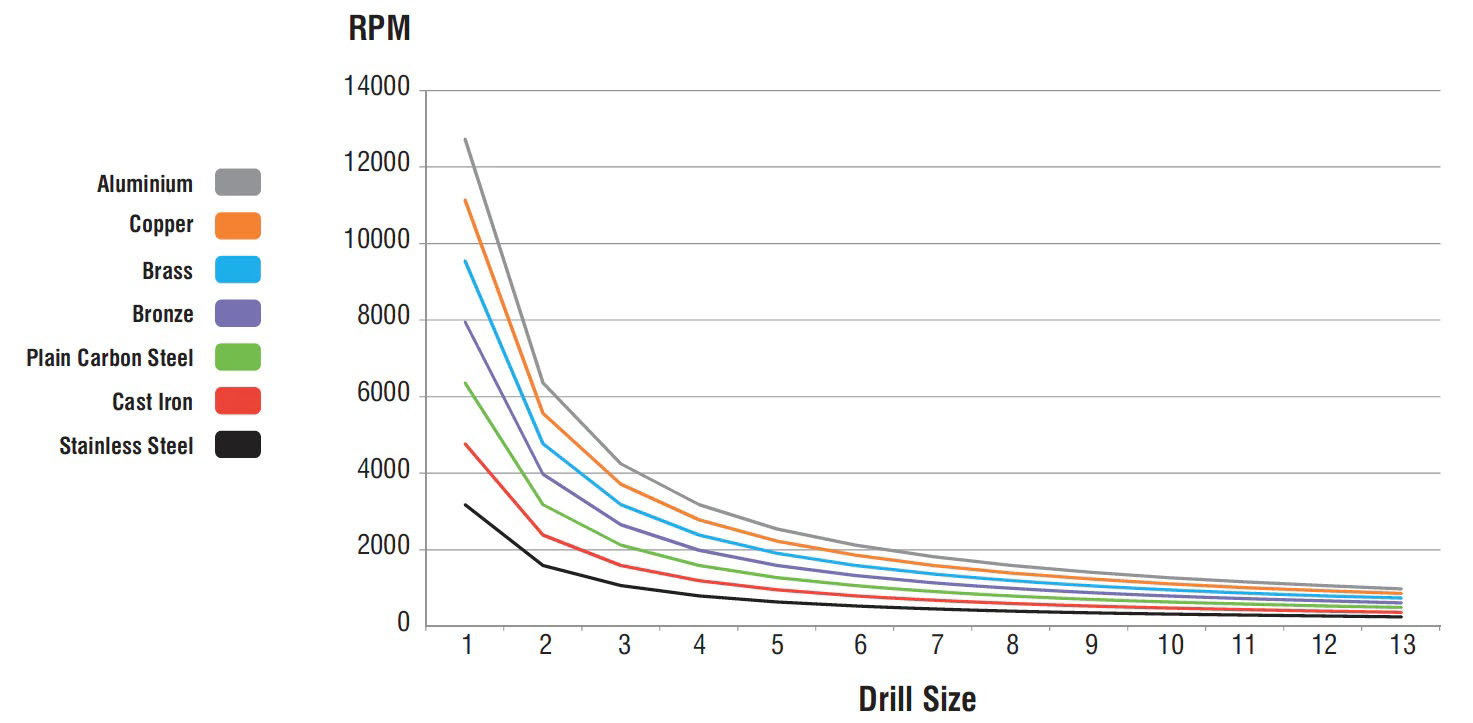
Ajánlott fúrási sebességek fémben
| Fúró mérete | |||||||||||||
| 1 mm | 2 mm | 3 mm | 4 mm | 5 mm | 6 mm | 7 mm | 8 mm | 9 mm | 10 mm | 11 mm | 12 mm | 13 mm | |
| ROZSDAMENTESACÉL | 3182 | 1591 | 1061 | 795 | 636 | 530 | 455 | 398 | 354 | 318 | 289 | 265 | 245 |
| ÖNTÖTT VAS | 4773 | 2386 | 1591 | 1193 | 955 | 795 | 682 | 597 | 530 | 477 | 434 | 398 | 367 |
| EGYSZERŰSZÉNACÉL | 6364 | 3182 | 2121 | 1591 | 1273 | 1061 | 909 | 795 | 707 | 636 | 579 | 530 | 490 |
| BRONZ | 7955 | 3977 | 2652 | 1989 | 1591 | 1326 | 1136 | 994 | 884 | 795 | 723 | 663 | 612 |
| SÁRGARÉZ | 9545 | 4773 | 3182 | 2386 | 1909 | 1591 | 1364 | 1193 | 1061 | 955 | 868 | 795 | 734 |
| RÉZ | 11136 | 5568 | 3712 | 2784 | 2227 | 1856 | 1591 | 1392 | 1237 | 1114 | 1012 | 928 | 857 |
| ALUMÍNIUM | 12727 | 6364 | 4242 | 3182 | 2545 | 2121 | 1818 | 1591 | 1414 | 1273 | 1157 | 1061 | 979 |
Mik azok a HSS fúrók?
A HSS fúrók acélfúrók, amelyeket univerzális alkalmazási lehetőségek jellemeznek. Különösen kis és közepes sorozatgyártásban, instabil megmunkálási körülmények között és amikor szívósságra van szükség, a felhasználók továbbra is a nagy sebességű acélból (HSS/HSCO) készült fúrószerszámokra támaszkodnak.
Különbségek a HSS fúrók között
A gyorsacélt keménység és szívósság alapján különböző minőségi szintekre osztják. Az ötvözőkomponensek, mint például a volfrám, a molibdén és a kobalt felelősek ezekért a tulajdonságokért. Az ötvözőkomponensek számának növelése növeli a szerszám megeresztési ellenállását, kopásállóságát és teljesítményét, valamint a vételárat. Ezért fontos figyelembe venni a vágóanyag kiválasztásakor, hogy hány furatot kell készíteni az adott anyagban. Kis furatszám esetén a legköltséghatékonyabb vágóanyag, a HSS ajánlott. Sorozatgyártáshoz jobb minőségű vágóanyagokat, például HSCO-t, M42-t vagy HSS-E-PM-et kell választani.
| HSS minőség | HSS | HSCO(szintén HSS-E) | M42(szintén HSCO8) | PM HSS-E |
| Leírás | Hagyományos gyorsacél | Kobalttal ötvözött gyorsacél | 8% kobalttal ötvözött gyorsacél | Porkohászati úton előállított gyorsacél |
| Összetétel | Max. 4,5% kobalt és 2,6% vanádium | Min. 4,5% kobalt vagy 2,6% vanádium | Min. 8% kobalt | Ugyanazok az összetevők, mint a HSCO-é, eltérő gyártási eljárással |
| Használat | Univerzális használat | Magas forgácsolási hőmérsékletekhez/kedvezőtlen hűtéshez, rozsdamentes acélhoz | Nehezen vágható anyagokhoz használható | Sorozatgyártásban és magas szerszáméltartam-követelmények esetén |
HSS fúrófej-kiválasztási táblázat
| MŰANYAGOK | ALUMÍNIUM | RÉZ | SÁRGARÉZ | BRONZ | SIMA SZÉNACÉL | ÖNTÖTT VAS | ROZSDAMENTES ACÉL | ||||
| TÖBBCÉLÚ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| IPARI FÉM | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| SZABVÁNYOS FÉM | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
|
| |||
| TITÁN bevonatú | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| TURBÓ FÉM | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
| HSS-velKOBALT | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
Kőműves fúrófej kiválasztási táblázat
| AGYAG TÉGLA | TŰZÁLLÓ TÉGLA | B35 BETON | B45 BETON | vasbeton | GRÁNIT | |
| StandardTÉGLA | ✔ | ✔ | ||||
| Ipari beton | ✔ | ✔ | ✔ | |||
| TURBÓ BETON | ✔ | ✔ | ✔ | ✔ | ||
| SDS SZABVÁNY | ✔ | ✔ | ✔ | |||
| SDS INDUSTRIAL | ✔ | ✔ | ✔ | ✔ | ||
| SDS PROFESSIONAL | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS betonacél | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS MAX | ✔ | ✔ | ✔ | ✔ | ✔ | |
| TÖBBCÉLÚ | ✔ |
|
|
|
|