Što suSpiralne svrdla?
Spiralna svrdla su generički naziv za različite vrste svrdala, kao što su svrdla za metal, svrdla za plastiku, svrdla za drvo, univerzalna svrdla, svrdla za zid i beton. Sva spiralna svrdla imaju zajedničku karakteristiku: spiralne žljebove koji im daju ime. Različita spiralna svrdla koriste se ovisno o tvrdoći materijala koji se obrađuje.
Po kutu spirale
Tip N
●Pogodno za normalne materijale poput lijevanog željeza.
●Rezni klin tipa N je svestran zbog kuta uvijanja od cca. 30°.
Kut vrha ove vrste je 118°.
Tip H
●Idealno za tvrde i lomljive materijale poput bronce.
●Kut spirale tipa H je oko 15°, što rezultira velikim kutom klina s manje oštrom, ali vrlo stabilnom reznom oštricom.
●Svrdla tipa H također imaju kut vrha od 118°.
Tip W
●Koristi se za meke materijale poput aluminija.
●Kut spirale od približno 40° rezultira malim kutom klina za oštru, ali relativno nestabilnu reznu oštricu.
●Kut vrha je 130°.
Po materijalu
Brzorezni čelik (HSS)
Materijal se može grubo podijeliti u tri vrste: brzorezni čelik, brzorezni čelik koji sadrži kobalt i čvrsti karbid.
Od 1910. godine, brzorezni čelik se koristi kao alat za rezanje više od stoljeća. Trenutno je najčešće korišten i najjeftiniji materijal za alate za rezanje. Svrdla od brzoreznog čelika mogu se koristiti i u ručnim bušilicama i u stabilnijem okruženju poput bušilice. Drugi razlog zašto brzorezni čelik dugo traje može biti taj što se alati za rezanje od brzoreznog čelika mogu više puta brusiti. Zbog niske cijene, ne koristi se samo za brušenje svrdla, već se široko koristi i u alatima za tokarenje.


Brzorezni čelik koji sadrži kobalt (HSSE)
Brzorezni čelik koji sadrži kobalt ima bolju tvrdoću i crvenu tvrdoću od brzoreznog čelika. Povećanje tvrdoće također poboljšava njegovu otpornost na habanje, ali istovremeno žrtvuje dio njegove žilavosti. Isto kao i kod brzoreznog čelika: mogu se koristiti za povećanje broja brušenja.
Karbid (KARBID)
Cementni karbid je kompozitni materijal na bazi metala. Među njima, volframov karbid se koristi kao matrica, a neki drugi materijali se koriste kao veziva za sinteriranje vrućim izostatskim prešanjem i nizom složenih procesa. U usporedbi s brzoreznim čelikom u pogledu tvrdoće, crvene tvrdoće i otpornosti na habanje, znatno je poboljšan. Međutim, cijena alata za rezanje od cementiranog karbida također je mnogo skuplja od brzoreznog čelika. Cementirani karbid ima više prednosti od prethodnih materijala alata u smislu vijeka trajanja alata i brzine obrade. Za ponovljeno brušenje alata potrebni su profesionalni alati za brušenje.

Premazivanjem

Bez premaza
Premazi se prema području upotrebe mogu grubo podijeliti u sljedećih pet vrsta:
Neobloženi alati su najjeftiniji i obično se koriste za obradu nekih mekih materijala poput aluminijskih legura i niskougljičnog čelika.
Premaz crnog oksida
Oksidni premazi mogu pružiti bolju podmaznost od alata bez premaza, također su bolja otpornost na oksidaciju i toplinu te mogu produžiti vijek trajanja za više od 50%.


Premaz od titanijevog nitrida
Titanov nitrid je najčešći materijal za premazivanje i nije prikladan za materijale s relativno visokom tvrdoćom i visokim temperaturama obrade.
Premaz od titanijevog karbonitrida
Titan karbonitrid je razvijen iz titan nitrida, ima veću otpornost na visoke temperature i otpornost na habanje, obično ljubičaste ili plave boje. Koristi se u Haas radionici za obradu obratka od lijevanog željeza.


Premaz od titanijevog aluminijevog nitrida
Titan aluminijev nitrid otporniji je na visoke temperature od svih gore navedenih premaza, pa se može koristiti u okruženjima s većim zahtjevima rezanja. Na primjer, obrada superlegura. Također je prikladan za obradu čelika i nehrđajućeg čelika, ali budući da sadrži aluminijske elemente, pri obradi aluminija doći će do kemijskih reakcija, stoga izbjegavajte obradu materijala koji sadrže aluminij.
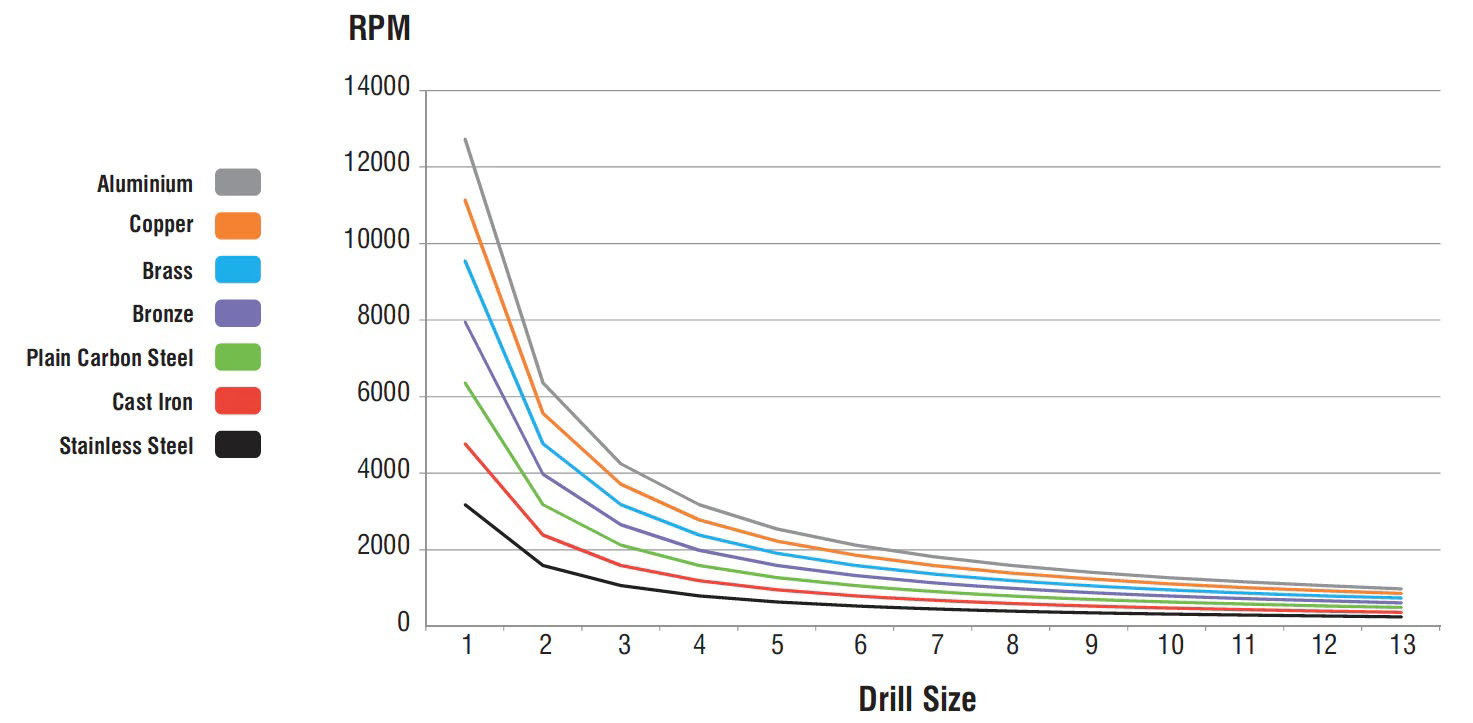
Preporučene brzine bušenja u metalu
| Veličina svrdla | |||||||||||||
| 1 mm | 2 mm | 3 mm | 4 mm | 5 mm | 6 mm | 7 mm | 8 mm | 9 mm | 10 mm | 11 mm | 12 mm | 13 mm | |
| NEHRĐAJUĆI ČELIKČELIK | 3182 | 1591. godine | 1061 | 795 | 636 | 530 | 455 | 398 | 354 | 318 | 289 | 265 | 245 |
| LIJEVANO ŽELJEZO | 4773 | 2386 | 1591. godine | 1193 | 955 | 795 | 682 | 597 | 530 | 477 | 434 | 398 | 367 |
| OBIČANUGLJIKOVČELIK | 6364 | 3182 | 2121 | 1591. godine | 1273 | 1061 | 909 | 795 | 707 | 636 | 579 | 530 | 490 |
| BRONČA | 7955 | 3977 | 2652 | 1989. | 1591. godine | 1326 | 1136 | 994 | 884 | 795 | 723 | 663 | 612 |
| MESING | 9545 | 4773 | 3182 | 2386 | 1909. | 1591. godine | 1364 | 1193 | 1061 | 955 | 868 | 795 | 734 |
| BAKAR | 11136 | 5568 | 3712 | 2784 | 2227 | 1856. | 1591. godine | 1392 | 1237 | 1114 | 1012 | 928 | 857 |
| ALUMINIJ | 12727 | 6364 | 4242 | 3182 | 2545 | 2121 | 1818. | 1591. godine | 1414 | 1273 | 1157 | 1061 | 979 |
Što su HSS svrdla?
HSS svrdla su čelične svrdla koja se odlikuju univerzalnim mogućnostima primjene. Posebno u maloj i srednjoj serijskoj proizvodnji, u nestabilnim uvjetima obrade i kad god je potrebna žilavost, korisnici se i dalje oslanjaju na alate za bušenje od brzoreznog čelika (HSS/HSCO).
Razlike u HSS svrdlima
Brzorezni čelik dijeli se na različite razine kvalitete ovisno o tvrdoći i žilavosti. Za ta svojstva odgovorne su legirane komponente poput volframa, molibdena i kobalta. Povećanje udjela legiranih komponenti povećava otpornost na popuštanje, otpornost na habanje i performanse alata, kao i nabavnu cijenu. Zato je pri odabiru materijala za rezanje važno uzeti u obzir koliko rupa treba napraviti u kojem materijalu. Za mali broj rupa preporučuje se najisplativiji materijal za rezanje HSS. Za serijsku proizvodnju treba odabrati kvalitetnije materijale za rezanje poput HSCO, M42 ili HSS-E-PM.
| HSS stupanj | HSS | HSCO(također HSS-E) | M42(također HSCO8) | PM HSS-E |
| Opis | Konvencionalni brzorezni čelik | Brzorezni čelik legiran kobaltom | Brzorezni čelik legiran s 8% kobalta | Brzorezni čelik proizveden metalurškim postupkom u prahu |
| Sastav | Maks. 4,5% kobalta i 2,6% vanadija | Min. 4,5% kobalta ili 2,6% vanadija | Min. 8% kobalta | Isti sastojci kao HSCO, drugačija proizvodnja |
| Koristiti | Univerzalna upotreba | Koristi se za visoke temperature rezanja/nepovoljno hlađenje, nehrđajući čelik | Koristi se s teško rezivim materijalima | Upotreba u serijskoj proizvodnji i za zahtjeve visokog vijeka trajanja alata |
Tablica odabira HSS svrdla
| PLASTIKA | ALUMINIJ | BAKAR | MESING | BRONČA | OBIČNI UGLJIČNI ČELIK | LIJEVANO ŽELJEZO | NEHRĐAJUĆI ČELIK | ||||
| VIŠENAMJENSKI | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| INDUSTRIJSKI METAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| STANDARDNI METAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
|
| |||
| TITANSKI premaz | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| TURBO METAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
| HSSsKOBALT | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
Tablica odabira svrdla za zidanje
| GLINENA OPEKA | VATROGASNA OPEKA | B35 BETON | B45 BETON | ARMIRANOBETONSKI | GRANIT | |
| StandardCIGLA | ✔ | ✔ | ||||
| Industrijski beton | ✔ | ✔ | ✔ | |||
| TURBO BETON | ✔ | ✔ | ✔ | ✔ | ||
| STANDARDNI STL | ✔ | ✔ | ✔ | |||
| SDS INDUSTRIAL | ✔ | ✔ | ✔ | ✔ | ||
| STRUČNI SDS | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS ARMATURA | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS-MAX | ✔ | ✔ | ✔ | ✔ | ✔ | |
| VIŠENAMJENSKI | ✔ |
|
|
|
|