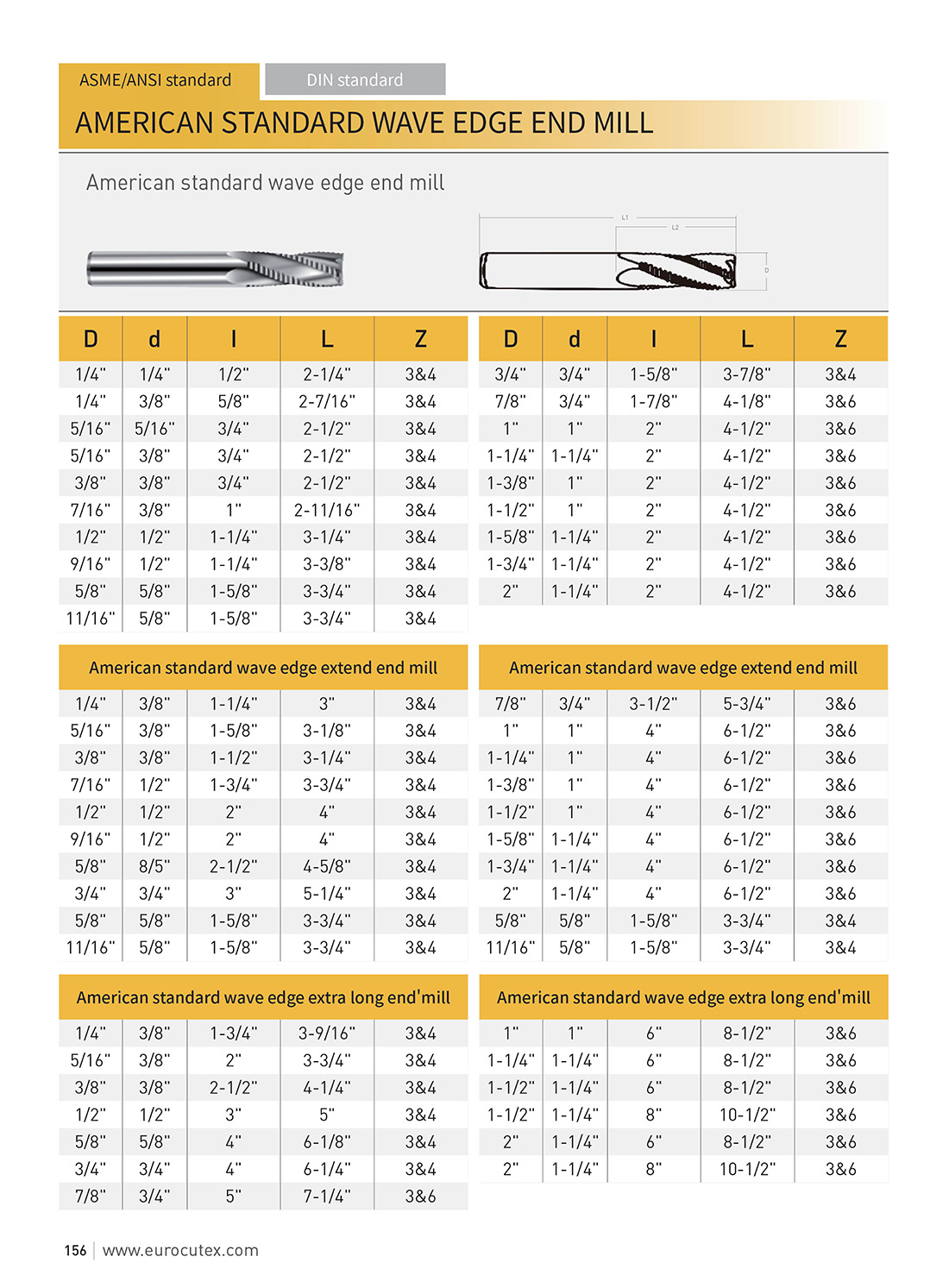
અમેરિકન સ્ટાન્ડર્ડ વેવ એજ એન્ડ મિલ

ઉત્પાદનનું કદ
ઉત્પાદન વર્ણન
કટીંગ પ્રક્રિયા નોંધપાત્ર પ્રમાણમાં ગરમી ઉત્પન્ન કરે છે, ખાસ કરીને ઉચ્ચ કટીંગ ગતિએ, જેના કારણે તાપમાન ઝડપથી વધે છે. જો ટૂલમાં સારી ગરમી પ્રતિકારકતા ન હોય, તો તે ઊંચા તાપમાને તેની કઠિનતા ગુમાવશે, જેના પરિણામે કટીંગ કાર્યક્ષમતામાં ઘટાડો થશે. અમારા મિલિંગ કટર મટિરિયલ્સની કઠિનતા ઊંચા તાપમાને ઊંચી રહે છે, જેના કારણે તેઓ કટીંગ ચાલુ રાખી શકે છે. આ ગુણધર્મને થર્મોહાર્ડનેસ અથવા રેડ કઠિનતા તરીકે પણ ઓળખવામાં આવે છે. ગરમી-પ્રતિરોધક કટીંગ ટૂલ્સ ઊંચા તાપમાને સ્થિર કટીંગ કામગીરી જાળવવા માટે જરૂરી છે જેથી ઓવરહિટીંગને કારણે ટૂલ નિષ્ફળતા ટાળી શકાય.
મજબૂત અને ખડતલ હોવા ઉપરાંત, એરુરોકટ મિલિંગ કટરમાં ઉત્તમ કઠિનતા હોય છે. કટીંગ પ્રક્રિયા દરમિયાન કટર ઘણા પ્રભાવ બળનો સામનો કરવા સક્ષમ હોવા જોઈએ, નહીં તો તેઓ સરળતાથી તૂટી જશે. ચીપિંગ અને ચીપિંગની સમસ્યાઓને રોકવા માટે, મિલિંગ કટર પણ કઠિન હોવા જોઈએ કારણ કે કટીંગ પ્રક્રિયા દરમિયાન તેઓ અસરગ્રસ્ત અને વાઇબ્રેટ થશે. જ્યારે કટીંગ ટૂલ્સમાં આ ગુણધર્મો હોય છે ત્યારે જ તેઓ જટિલ અને બદલાતી કટીંગ પરિસ્થિતિઓમાં સ્થિર અને વિશ્વસનીય કટીંગ ક્ષમતાઓ જાળવી રાખશે.
મિલિંગ કટર ઇન્સ્ટોલ અને એડજસ્ટ કરતી વખતે, કટર વર્કપીસના સંપર્કમાં અને જમણા ખૂણા પર હોય તેની ખાતરી કરવા માટે કડક ઓપરેટિંગ પગલાંઓનું પાલન કરવું ખૂબ જ મહત્વપૂર્ણ છે. આ ફક્ત પ્રોસેસિંગ કાર્યક્ષમતામાં સુધારો કરશે નહીં, પરંતુ અયોગ્ય ગોઠવણને કારણે વર્કપીસને નુકસાન અને સાધનોની નિષ્ફળતાને પણ અટકાવશે.





