Was sindSpiralbohrer?
Spiralbohrer ist ein Oberbegriff für verschiedene Bohrertypen, wie zum Beispiel Metallbohrer, Kunststoffbohrer, Holzbohrer, Universalbohrer, Stein- und Betonbohrer. Alle Spiralbohrer haben ein gemeinsames Merkmal: Die spiralförmigen Spannuten, die den Bohrern ihren Namen geben. Je nach Härte des zu bearbeitenden Materials werden unterschiedliche Spiralbohrer eingesetzt.
Nach Spiralwinkel
Typ N
●Geeignet für normale Materialien wie Gusseisen.
●Der Schneidkeil Typ N ist durch seinen Drallwinkel von ca. 30° vielseitig einsetzbar.
Der Spitzenwinkel beträgt bei diesem Typ 118°.
Typ H
●Ideal für harte und spröde Materialien wie Bronze.
●Der Spiralwinkel vom Typ H beträgt ca. 15°, wodurch ein großer Keilwinkel mit einer weniger scharfen, aber sehr stabilen Schneide entsteht.
●Bohrer vom Typ H haben ebenfalls einen Spitzenwinkel von 118°.
Typ W
●Wird für weiche Materialien wie Aluminium verwendet.
●Durch den Drallwinkel von ca. 40° ergibt sich ein kleiner Keilwinkel für eine scharfe, aber vergleichsweise instabile Schneide.
●Der Spitzenwinkel beträgt 130°.
Nach Material
Schnellarbeitsstahl (HSS)
Der Werkstoff lässt sich grob in drei Typen unterteilen: Schnellarbeitsstahl, kobalthaltiger Schnellarbeitsstahl und Vollhartmetall.
Seit 1910 wird Schnellarbeitsstahl über ein Jahrhundert lang als Schneidwerkzeug eingesetzt. Er ist derzeit das am weitesten verbreitete und günstigste Material für Schneidwerkzeuge. Schnellarbeitsstahlbohrer können sowohl in Handbohrmaschinen als auch in stabileren Umgebungen wie Bohrmaschinen eingesetzt werden. Ein weiterer Grund für die lange Lebensdauer von Schnellarbeitsstahl liegt darin, dass sich Schnellarbeitsstahl-Schneidwerkzeuge wiederholt nachschleifen lassen. Aufgrund seines niedrigen Preises wird er nicht nur zum Schleifen von Bohrern, sondern auch häufig in Drehwerkzeugen verwendet.


Kobalthaltiger Schnellarbeitsstahl (HSSE)
Kobalthaltiger Schnellarbeitsstahl weist eine bessere Härte und Warmhärte als Schnellarbeitsstahl auf. Die erhöhte Härte verbessert auch die Verschleißfestigkeit, geht aber gleichzeitig auf Kosten der Zähigkeit. Wie bei Schnellarbeitsstahl kann die Anzahl der Schleifvorgänge erhöht werden.
Hartmetall (CARBIDE)
Hartmetall ist ein Verbundwerkstoff auf Metallbasis. Wolframkarbid dient als Matrix, einige andere Materialien werden als Bindemittel verwendet und durch heißisostatisches Pressen und eine Reihe komplexer Verfahren gesintert. Im Vergleich zu Schnellarbeitsstahl ist es hinsichtlich Härte, Warmhärte und Verschleißfestigkeit deutlich verbessert. Hartmetall-Schneidwerkzeuge sind jedoch auch deutlich teurer als Schnellarbeitsstahl. Hartmetall bietet gegenüber herkömmlichen Werkzeugmaterialien Vorteile hinsichtlich Standzeit und Verarbeitungsgeschwindigkeit. Für das wiederholte Schleifen von Werkzeugen sind professionelle Schleifwerkzeuge erforderlich.

Durch Beschichtung

Unbeschichtet
Beschichtungen lassen sich je nach Anwendungsbereich grob in folgende fünf Typen unterteilen:
Unbeschichtete Werkzeuge sind am günstigsten und werden normalerweise zur Bearbeitung einiger weicher Materialien wie Aluminiumlegierungen und kohlenstoffarmem Stahl verwendet.
Schwarze Oxidbeschichtung
Oxidbeschichtungen bieten eine bessere Schmierfähigkeit als unbeschichtete Werkzeuge, sind außerdem oxidations- und hitzebeständiger und können die Lebensdauer um mehr als 50 % erhöhen.


Titannitrid-Beschichtung
Titannitrid ist das am häufigsten verwendete Beschichtungsmaterial und eignet sich nicht für Materialien mit relativ hoher Härte und hohen Verarbeitungstemperaturen.
Titancarbonitrid-Beschichtung
Titancarbonitrid wird aus Titannitrid entwickelt und weist eine höhere Temperaturbeständigkeit und Verschleißfestigkeit auf. Es ist üblicherweise violett oder blau. Es wird in der Haas-Werkstatt zur Bearbeitung von Werkstücken aus Gusseisen verwendet.


Titan-Aluminiumnitrid-Beschichtung
Titanaluminiumnitrid ist hitzebeständiger als alle oben genannten Beschichtungen und kann daher in Umgebungen mit höheren Schneidanforderungen eingesetzt werden. Beispielsweise bei der Verarbeitung von Superlegierungen. Es eignet sich auch für die Verarbeitung von Stahl und Edelstahl. Da es jedoch Aluminiumelemente enthält, kommt es bei der Verarbeitung von Aluminium zu chemischen Reaktionen. Vermeiden Sie daher die Verarbeitung aluminiumhaltiger Materialien.
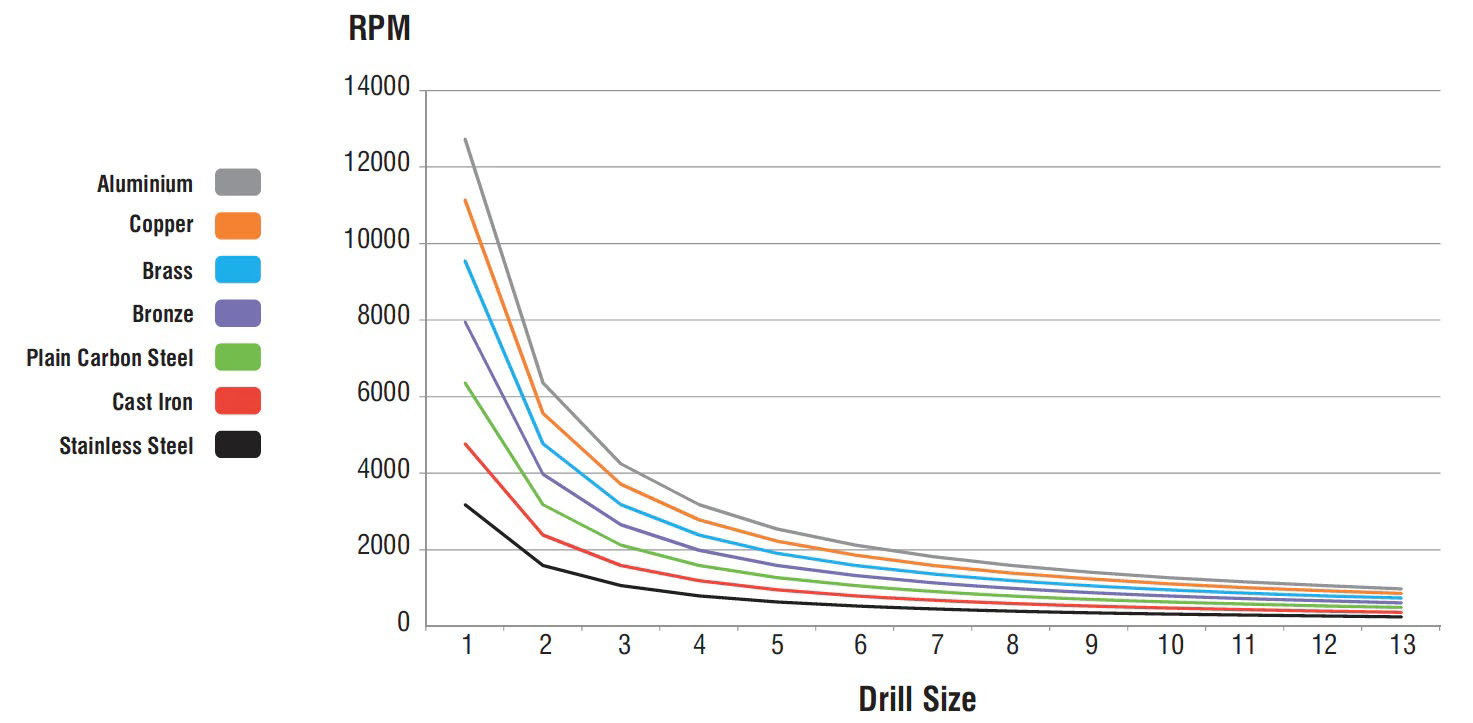
Empfohlene Bohrgeschwindigkeiten in Metall
| Bohrergröße | |||||||||||||
| 1 MM | 2 MM | 3 MM | 4 MM | 5 MM | 6 MM | 7 MM | 8 MM | 9MM | 10 MM | 11 MM | 12 MM | 13 MM | |
| EDELSTAHLSTAHL | 3182 | 1591 | 1061 | 795 | 636 | 530 | 455 | 398 | 354 | 318 | 289 | 265 | 245 |
| GUSSEISEN | 4773 | 2386 | 1591 | 1193 | 955 | 795 | 682 | 597 | 530 | 477 | 434 | 398 | 367 |
| SCHMUCKLOSKOHLENSTOFFSTAHL | 6364 | 3182 | 2121 | 1591 | 1273 | 1061 | 909 | 795 | 707 | 636 | 579 | 530 | 490 |
| BRONZE | 7955 | 3977 | 2652 | 1989 | 1591 | 1326 | 1136 | 994 | 884 | 795 | 723 | 663 | 612 |
| MESSING | 9545 | 4773 | 3182 | 2386 | 1909 | 1591 | 1364 | 1193 | 1061 | 955 | 868 | 795 | 734 |
| KUPFER | 11136 | 5568 | 3712 | 2784 | 2227 | 1856 | 1591 | 1392 | 1237 | 1114 | 1012 | 928 | 857 |
| ALUMINIUM | 12727 | 6364 | 4242 | 3182 | 2545 | 2121 | 1818 | 1591 | 1414 | 1273 | 1157 | 1061 | 979 |
Was sind HSS-Bohrer?
HSS-Bohrer sind Stahlbohrer, die sich durch ihre universellen Einsatzmöglichkeiten auszeichnen. Insbesondere in der Klein- und Mittelserienfertigung, bei instabilen Bearbeitungsbedingungen und immer dann, wenn hohe Zähigkeit gefordert ist, setzen Anwender nach wie vor auf Bohrwerkzeuge aus Schnellarbeitsstahl (HSS/HSCO).
Unterschiede bei HSS-Bohrern
Schnellarbeitsstahl wird je nach Härte und Zähigkeit in verschiedene Qualitätsstufen eingeteilt. Legierungsbestandteile wie Wolfram, Molybdän und Kobalt sind für diese Eigenschaften verantwortlich. Steigende Legierungsbestandteile erhöhen die Anlassbeständigkeit, Verschleißfestigkeit und Leistung des Werkzeugs sowie den Anschaffungspreis. Daher ist es wichtig, bei der Wahl des Schneidstoffs zu berücksichtigen, wie viele Bohrungen in welches Material eingebracht werden sollen. Für eine geringe Anzahl von Bohrungen empfiehlt sich der kostengünstigste Schneidstoff HSS. Für die Serienfertigung sollten höherwertige Schneidstoffe wie HSCO, M42 oder HSS-E-PM gewählt werden.
| HSS-Sorte | HSS | HSCO(auch HSS-E) | M42(auch HSCO8) | PM HSS-E |
| Beschreibung | Konventioneller Schnellarbeitsstahl | Kobaltlegierter Schnellarbeitsstahl | 8 % kobaltlegierter Schnellarbeitsstahl | Pulvermetallurgisch hergestellter Schnellarbeitsstahl |
| Zusammensetzung | Max. 4,5 % Kobalt und 2,6 % Vanadium | Min. 4,5 % Kobalt oder 2,6 % Vanadium | Min. 8 % Kobalt | Gleiche Inhaltsstoffe wie HSCO, andere Herstellung |
| Verwenden | Universeller Einsatz | Einsatz bei hohen Schnitttemperaturen/ungünstiger Kühlung, Edelstahl | Einsatz bei schwer zu schneidenden Materialien | Einsatz in der Serienfertigung und bei hohen Standzeitanforderungen |
Auswahltabelle für HSS-Bohrer
| KUNSTSTOFFE | ALUMINIUM | KUPFER | MESSING | BRONZE | UNVERFEINER KOHLENSTOFFSTAHL | GUSSEISEN | EDELSTAHL | ||||
| MEHRZWECK | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| INDUSTRIEMETALL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| STANDARDMETALL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
|
| |||
| TITAN beschichtet | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| TURBO METAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
| HSSmitKOBALT | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
Auswahltabelle für Steinbohrer
| Ziegel | FEUERZIEGEL | B35 BETON | B45 BETON | STAHLBETON | GRANIT | |
| StandardZIEGEL | ✔ | ✔ | ||||
| Industriebeton | ✔ | ✔ | ✔ | |||
| TURBO-BETON | ✔ | ✔ | ✔ | ✔ | ||
| SDS-STANDARD | ✔ | ✔ | ✔ | |||
| SDS INDUSTRIE | ✔ | ✔ | ✔ | ✔ | ||
| SDS PROFESSIONAL | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS-Bewehrungsstäbe | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS MAX | ✔ | ✔ | ✔ | ✔ | ✔ | |
| MEHRZWECK | ✔ |
|
|
|
|