Hvad erSpiralboremaskiner?
Spiralbor er en generisk betegnelse for forskellige typer bor, såsom metalbor, plastbor, træbor, universalbor, mur- og betonbor. Alle spiralbor har en fælles egenskab: De spiralformede spor, der giver borene deres navn. Forskellige spiralbor anvendes afhængigt af hårdheden af det materiale, der skal bearbejdes.
Ved helixvinkel
Type N
●Velegnet til normale materialer som støbejern.
●Skærekilen af type N er alsidig takket være sin vridningsvinkel på ca. 30°.
Spidsvinklen for denne type er 118°.
Type H
●Ideel til hårde og sprøde materialer som bronze.
●Type H-spiralvinklen er omkring 15°, hvilket resulterer i en stor kilevinkel med en mindre skarp, men meget stabil skærkant.
●Type H-boremaskiner har også en spidsvinkel på 118°.
Type W
●Anvendes til bløde materialer som aluminium.
●Helixvinklen på ca. 40° resulterer i en lille kilevinkel, hvilket giver en skarp, men forholdsvis ustabil skærkant.
●Punktvinklen er 130°.
Efter materiale
Hurtigstål (HSS)
Materialet kan groft opdeles i tre typer: hurtigstål, koboltholdigt hurtigstål og massivt hårdmetal.
Siden 1910 har hurtigstål været brugt som skæreværktøj i mere end et århundrede. Det er i øjeblikket det mest anvendte og billigste materiale til skæreværktøjer. Hurtigstålsbor kan bruges i både håndboremaskiner og et mere stabilt miljø, såsom en boremaskine. En anden grund til, at hurtigstål holder længe, kan være, at skæreværktøjer i hurtigstål kan slibes gentagne gange. På grund af sin lave pris bruges det ikke kun til at slibe bor, men også i vid udstrækning i drejeværktøjer.


Koboltholdigt hurtigstål (HSSE)
Koboltholdigt hurtigstål har bedre hårdhed og rød hårdhed end hurtigstål. Den øgede hårdhed forbedrer også slidstyrken, men samtidig ofrer det en del af sejheden. Det samme som hurtigstål: de kan bruges til at øge antallet af slibninger.
Karbid (CARBID)
Cementcarbid er et metalbaseret kompositmateriale. Blandt disse anvendes wolframcarbid som matrix, og nogle andre materialer anvendes som bindemidler til sintring ved varm isostatisk presning og en række komplicerede processer. Sammenlignet med hurtigstål er det blevet betydeligt forbedret med hensyn til hårdhed, rød hårdhed og slidstyrke. Men prisen på hårdmetal-skæreværktøjer er også meget dyrere end hurtigstål. Hårdmetal har flere fordele end tidligere værktøjsmaterialer med hensyn til værktøjslevetid og bearbejdningshastighed. Ved gentagen slibning af værktøj kræves professionelle slibeværktøjer.

Ved belægning

Ubelagt
Belægninger kan groft opdeles i følgende fem typer i henhold til anvendelsesomfanget:
Ubelagte værktøjer er de billigste og bruges normalt til at bearbejde nogle bløde materialer såsom aluminiumlegering og lavkulstofstål.
Sort oxidbelægning
Oxidbelægninger kan give bedre smøreevne end ubelagte værktøjer, er også bedre i oxidation og varmebestandighed og kan øge levetiden med mere end 50 %.


Titaniumnitridbelægning
Titanitrid er det mest almindelige belægningsmateriale, og det er ikke egnet til materialer med relativt høj hårdhed og høje forarbejdningstemperaturer.
Titankarbonitridbelægning
Titankarbonitrid er udviklet fra titanitrid, har højere højtemperaturresistens og slidstyrke, normalt lilla eller blå. Bruges i Haas-værkstedet til at bearbejde emner lavet af støbejern.


Titanium Aluminium Nitrid Belægning
Titanaluminiumnitrid er mere modstandsdygtigt over for høje temperaturer end alle ovenstående belægninger, så det kan bruges i miljøer med højere skærebelastning. For eksempel til bearbejdning af superlegeringer. Det er også velegnet til bearbejdning af stål og rustfrit stål, men fordi det indeholder aluminiumselementer, vil der opstå kemiske reaktioner ved bearbejdning af aluminium, så undgå at bearbejde materialer, der indeholder aluminium.
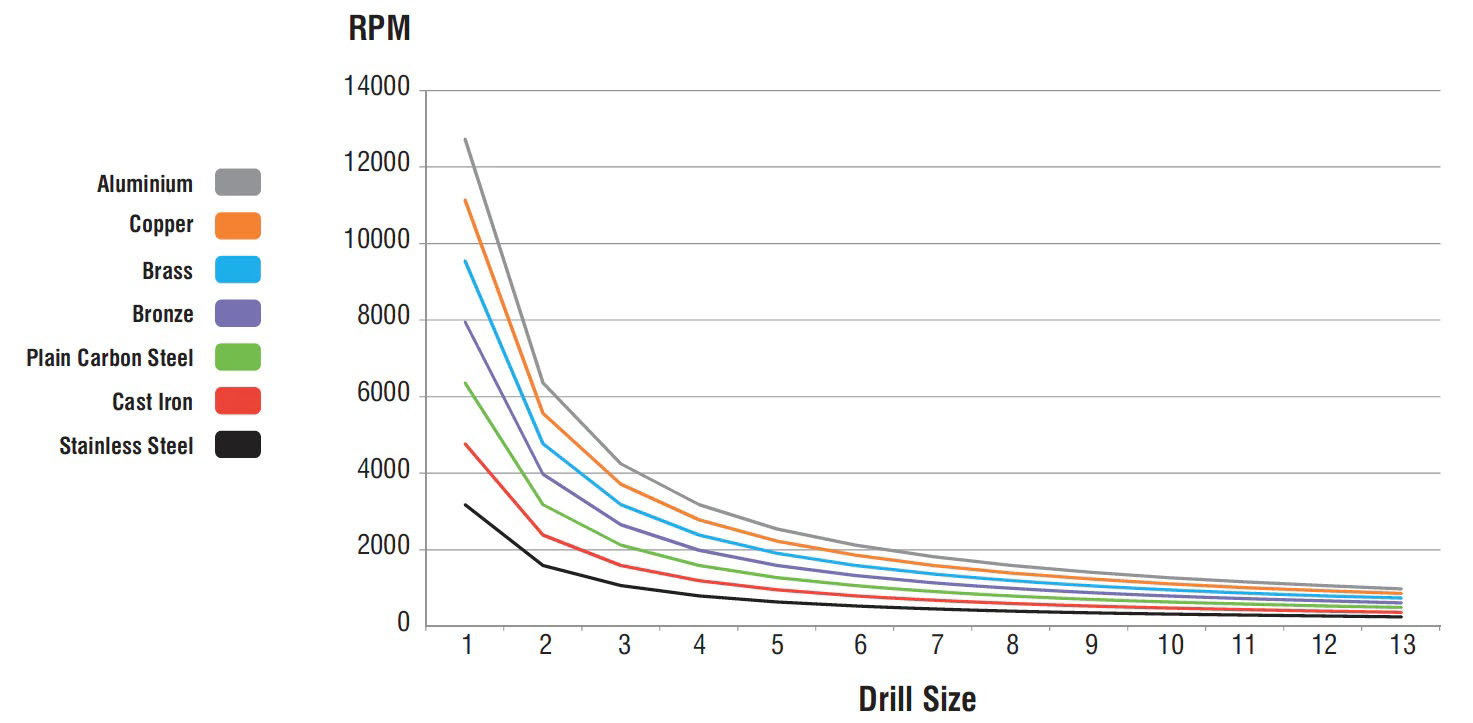
Anbefalede borehastigheder i metal
| Borestørrelse | |||||||||||||
| 1MM | 2MM | 3MM | 4MM | 5MM | 6 mm | 7MM | 8MM | 9 mm | 10MM | 11MM | 12MM | 13MM | |
| RUSTFRITSTÅL | 3182 | 1591 | 1061 | 795 | 636 | 530 | 455 | 398 | 354 | 318 | 289 | 265 | 245 |
| STØBEJERN | 4773 | 2386 | 1591 | 1193 | 955 | 795 | 682 | 597 | 530 | 477 | 434 | 398 | 367 |
| ENKELKULSTOFSTÅL | 6364 | 3182 | 2121 | 1591 | 1273 | 1061 | 909 | 795 | 707 | 636 | 579 | 530 | 490 |
| BRONZE | 7955 | 3977 | 2652 | 1989 | 1591 | 1326 | 1136 | 994 | 884 | 795 | 723 | 663 | 612 |
| MESSING | 9545 | 4773 | 3182 | 2386 | 1909 | 1591 | 1364 | 1193 | 1061 | 955 | 868 | 795 | 734 |
| KOBBER | 11136 | 5568 | 3712 | 2784 | 2227 | 1856 | 1591 | 1392 | 1237 | 1114 | 1012 | 928 | 857 |
| ALUMINIUM | 12727 | 6364 | 4242 | 3182 | 2545 | 2121 | 1818 | 1591 | 1414 | 1273 | 1157 | 1061 | 979 |
Hvad er HSS-boremaskiner?
HSS-bor er stålbor, der er kendetegnet ved deres universelle anvendelsesmuligheder. Især i små og mellemstore serieproduktioner, under ustabile bearbejdningsforhold og når der kræves sejhed, er brugerne stadig afhængige af boreværktøjer i hurtigstål (HSS/HSCO).
Forskelle i HSS-boremaskiner
Hurtigstål er opdelt i forskellige kvalitetsniveauer afhængigt af hårdhed og sejhed. Legeringskomponenter som wolfram, molybdæn og kobolt er ansvarlige for disse egenskaber. En øget mængde legeringskomponenter øger værktøjets anløbningsmodstand, slidstyrke og ydeevne samt købsprisen. Derfor er det vigtigt at overveje, hvor mange huller der skal laves i hvilket materiale, når man vælger skæremateriale. Til et lille antal huller anbefales det mest omkostningseffektive skæremateriale HSS. Til serieproduktion bør skærematerialer af højere kvalitet, såsom HSCO, M42 eller HSS-E-PM, vælges.
| HSS-kvalitet | HSS | HSCO(også HSS-E) | M42(også HSCO8) | PM HSS-E |
| Beskrivelse | Konventionelt hurtigstål | Koboltlegeret hurtigstål | 8% koboltlegeret hurtigstål | Pulvermetallurgisk fremstillet hurtigstål |
| Komposition | Maks. 4,5% kobolt og 2,6% vanadium | Min. 4,5% kobolt eller 2,6% vanadium | Min. 8% kobolt | Samme ingredienser som HSCO, forskellig produktion |
| Bruge | Universel brug | Anvendes til høje skæretemperaturer/ugunstig afkøling, rustfrit stål | Brug med vanskeligt skærende materialer | Anvendes i serieproduktion og ved høje krav til værktøjslevetid |
HSS-borehovedudvælgelsesskema
| PLAST | ALUMINIUM | KOBBER | MESSING | BRONZE | ALMINDELIGT KULSTÅL | STØBEJERN | RUSTFRIT STÅL | ||||
| MULTIFUNKTIONELT | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| INDUSTRIMETAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| STANDARDMETAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
|
| |||
| TITANIUMbelagt | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| TURBO METAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
| HSSmedKOBOLT | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
Tabel over valg af murbor
| Lersten | ILDSTENG | B35 BETON | B45 BETON | Armeret beton | GRANIT | |
| StandardMURSTEN | ✔ | ✔ | ||||
| Industriel beton | ✔ | ✔ | ✔ | |||
| TURBOBETON | ✔ | ✔ | ✔ | ✔ | ||
| SDS-STANDARD | ✔ | ✔ | ✔ | |||
| SDS INDUSTRIEL | ✔ | ✔ | ✔ | ✔ | ||
| SDS PROFESSIONEL | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS-ARMERINGSJERNE | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS MAX | ✔ | ✔ | ✔ | ✔ | ✔ | |
| MULTIFUNKTIONELT | ✔ |
|
|
|
|