Co jsouSpirálové vrtáky?
Spirálový vrták je obecný termín pro různé typy vrtáků, jako jsou vrtáky do kovu, vrtáky do plastu, vrtáky do dřeva, univerzální vrtáky, vrtáky do zdiva a betonu. Všechny spirálové vrtáky mají společnou vlastnost: šroubovicové drážky, které jim daly název. V závislosti na tvrdosti obráběného materiálu se používají různé spirálové vrtáky.
Podle úhlu šroubovice
Typ N
●Vhodné pro běžné materiály, jako je litina.
●Řezný klín typu N je všestranný díky úhlu natočení cca 30°.
Úhel špičky tohoto typu je 118°.
Typ H
●Ideální pro tvrdé a křehké materiály, jako je bronz.
●Úhel šroubovice typu H je kolem 15°, což má za následek velký úhel klínu s méně ostrou, ale velmi stabilní břitovou destičkou.
●Vrtáky typu H mají také úhel špičky 118°.
Typ W
●Používá se pro měkké materiály, jako je hliník.
●Úhel šroubovice cca 40° má za následek malý úhel klínu pro ostrou, ale poměrně nestabilní břitovou destičku.
●Úhel špičky je 130°.
Podle materiálu
Rychlořezná ocel (HSS)
Materiál lze zhruba rozdělit na tři typy: rychlořezná ocel, rychlořezná ocel s obsahem kobaltu a karbid.
Od roku 1910 se rychlořezná ocel používá jako řezný nástroj již více než století. V současné době je nejpoužívanějším a nejlevnějším materiálem pro řezné nástroje. Vrtáky z rychlořezné oceli lze použít jak v ručních vrtačkách, tak i ve stabilnějším prostředí, jako je vrtačka. Dalším důvodem, proč rychlořezná ocel vydrží dlouho, může být to, že řezné nástroje z rychlořezné oceli lze opakovaně přebrušovat. Díky své nízké ceně se nepoužívá pouze k broušení vrtáků, ale také se široce používá v soustružnických nástrojích.


Rychlořezná ocel s obsahem kobaltu (HSSE)
Rychlořezná ocel s obsahem kobaltu má lepší tvrdost a tvrdost za červeně než rychlořezná ocel. Zvýšení tvrdosti také zlepšuje její odolnost proti opotřebení, ale zároveň obětuje část její houževnatosti. Stejně jako u rychlořezné oceli: lze ji použít ke zvýšení počtu obrobků broušením.
Karbid (KARBID)
Cementový karbid je kompozitní materiál na bázi kovu. Jako matrice se používá karbid wolframu a některé další materiály se používají jako pojiva ke spékání izostatickým lisováním za tepla a řadou složitých procesů. Ve srovnání s rychlořeznou ocelí se výrazně zlepšila jeho tvrdost, tvrdost za červena a odolnost proti opotřebení. Cenově výhodné jsou však i řezné nástroje ze slinutého karbidu, které jsou mnohem dražší než u rychlořezné oceli. Slinutý karbid má oproti předchozím nástrojovým materiálům více výhod, pokud jde o životnost nástroje a rychlost zpracování. Pro opakované broušení nástrojů jsou zapotřebí profesionální brusné nástroje.

Potahováním

Nepotažený
Nátěry lze zhruba rozdělit do následujících pěti typů podle rozsahu použití:
Nepovlakované nástroje jsou nejlevnější a obvykle se používají k obrábění některých měkkých materiálů, jako jsou hliníkové slitiny a nízkouhlíková ocel.
Černý oxidový povlak
Oxidové povlaky mohou poskytovat lepší mazací vlastnosti než nepovlakované nástroje, jsou také lepší z hlediska oxidace a tepelné odolnosti a mohou prodloužit životnost o více než 50 %.


Povlak z nitridu titanu
Nitrid titanu je nejběžnějším povlakovým materiálem a není vhodný pro materiály s relativně vysokou tvrdostí a vysokými teplotami zpracování.
Povlak z karbonitridu titanu
Karbonitrid titanu se vyvíjí z nitridu titanu, má vyšší odolnost proti vysokým teplotám a opotřebení, obvykle je fialový nebo modrý. Používá se v dílně Haas k obrábění obrobků z litiny.


Povlak z nitridu titanu a hliníku
Nitrid titanu a hliníku je odolnější vůči vysokým teplotám než všechny výše uvedené povlaky, takže jej lze použít ve vyšších řezných prostředích. Například při zpracování superslitin. Je také vhodný pro zpracování oceli a nerezové oceli, ale protože obsahuje hliníkové prvky, při zpracování hliníku dochází k chemickým reakcím, proto se vyhněte zpracování materiálů obsahujících hliník.
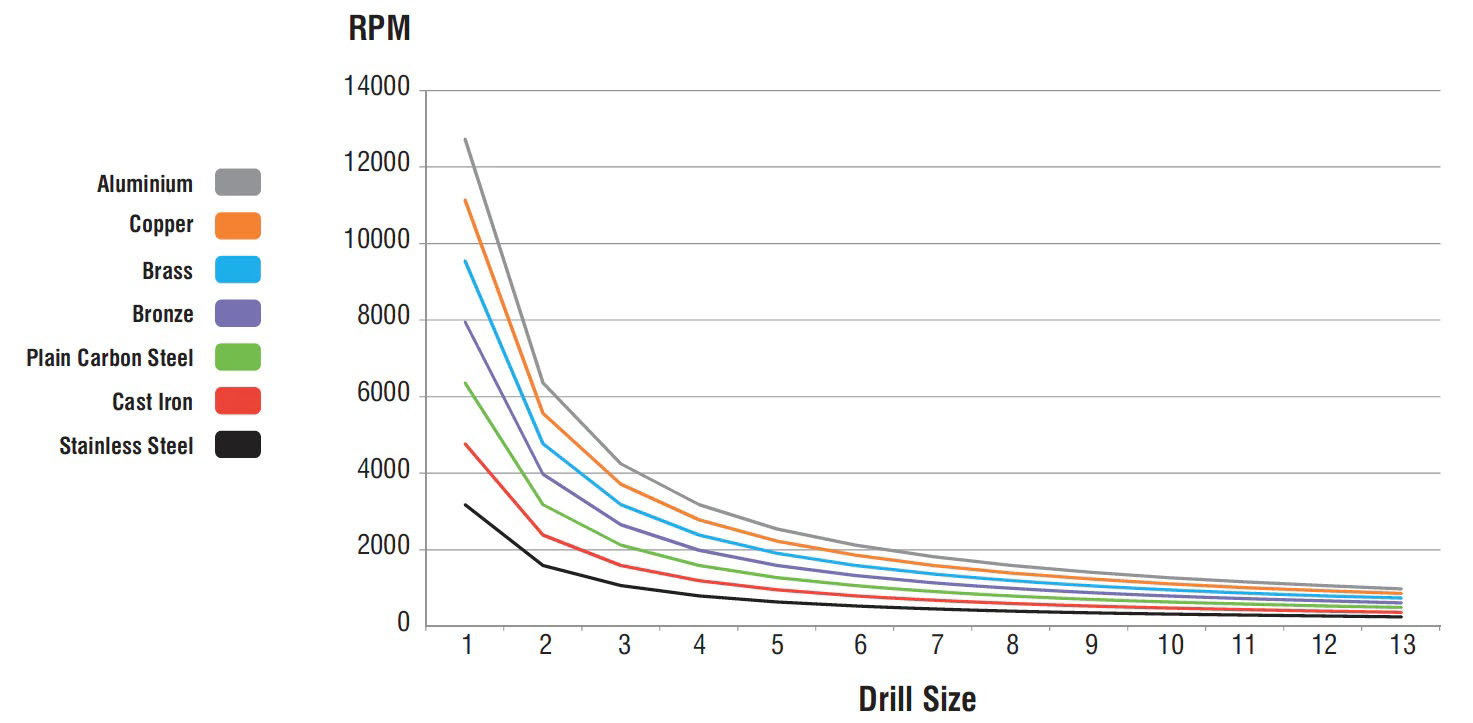
Doporučené rychlosti vrtání do kovu
| Velikost vrtáku | |||||||||||||
| 1 mm | 2MM | 3MM | 4MM | 5 mm | 6mm | 7 mm | 8 mm | 9mm | 10 mm | 11 mm | 12 mm | 13 mm | |
| NEREZOVÁ ČERVENÁOCEL | 3182 | 1591 | 1061 | 795 | 636 | 530 | 455 | 398 | 354 | 318 | 289 | 265 | 245 |
| LITINA | 4773 | 2386 | 1591 | 1193 | 955 | 795 | 682 | 597 | 530 | 477 | 434 | 398 | 367 |
| PROSTÝUHLÍKOCEL | 6364 | 3182 | 2121 | 1591 | 1273 | 1061 | 909 | 795 | 707 | 636 | 579 | 530 | 490 |
| BRONZ | 7955 | 3977 | 2652 | 1989 | 1591 | 1326 | 1136 | 994 | 884 | 795 | 723 | 663 | 612 |
| MOSAZ | 9545 | 4773 | 3182 | 2386 | 1909 | 1591 | 1364 | 1193 | 1061 | 955 | 868 | 795 | 734 |
| MĚĎ | 11136 | 5568 | 3712 | 2784 | 2227 | 1856 | 1591 | 1392 | 1237 | 1114 | 1012 | 928 | 857 |
| HLINÍK | 12727 | 6364 | 4242 | 3182 | 2545 | 2121 | 1818 | 1591 | 1414 | 1273 | 1157 | 1061 | 979 |
Co jsou vrtáky HSS?
Vrtáky HSS jsou ocelové vrtáky, které se vyznačují univerzálními možnostmi použití. Zejména v malosériové a středněsériové výrobě, v nestabilních podmínkách obrábění a vždy, když je vyžadována houževnatost, se uživatelé stále spoléhají na vrtací nástroje z rychlořezné oceli (HSS/HSCO).
Rozdíly v vrtácích HSS
Rychlořezná ocel se dělí na různé stupně jakosti v závislosti na tvrdosti a houževnatosti. Za tyto vlastnosti jsou zodpovědné složky legující oceli, jako je wolfram, molybden a kobalt. Zvyšující se podíl složek legující oceli zvyšuje odolnost proti popouštění, odolnost proti opotřebení a výkon nástroje, stejně jako pořizovací cenu. Proto je při výběru řezného materiálu důležité zvážit, kolik otvorů má být v kterém materiálu vyrobeno. Pro malý počet otvorů se doporučuje cenově nejvýhodnější řezný materiál HSS. Pro sériovou výrobu by se měly volit kvalitnější řezné materiály, jako jsou HSCO, M42 nebo HSS-E-PM.
| HSS třída | HSS | HSCO(také HSS-E) | M42(také HSCO8) | PM HSS-E |
| Popis | Konvenční rychlořezná ocel | Rychlořezná ocel legovaná kobaltem | Rychlořezná ocel legovaná 8% kobaltem | Rychlořezná ocel vyrobená práškovou metalurgickou metodou |
| Složení | Max. 4,5 % kobaltu a 2,6 % vanadu | Min. 4,5 % kobaltu nebo 2,6 % vanadu | Min. 8 % kobaltu | Stejné složení jako HSCO, jiná výroba |
| Použití | Univerzální použití | Použití pro vysoké řezné teploty/nepříznivé chlazení, nerezová ocel | Použití s obtížně řezatelnými materiály | Použití v sériové výrobě a pro vysoké požadavky na životnost nástrojů |
Tabulka výběru vrtáků HSS
| PLASTY | HLINÍK | MĚĎ | MOSAZ | BRONZ | JEDNODUCHÁ UHLÍKOVÁ OCEL | LITINA | NEREZ | ||||
| VÍCEÚČELOVÝ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| PRŮMYSLOVÝ KOV | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| STANDARDNÍ KOV | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
|
| |||
| TITANOVÝ povlak | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| TURBO METAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
| HSSsKOBALT | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
Tabulka výběru vrtáků do zdiva
| Hliněné cihly | Ohnivá cihla | BETON B35 | BETON B45 | ŽELEZOBETON | ŽULA | |
| NormaCIHLOVÝ | ✔ | ✔ | ||||
| Průmyslový beton | ✔ | ✔ | ✔ | |||
| TURBOBETONU | ✔ | ✔ | ✔ | ✔ | ||
| STANDARDNÍ BL | ✔ | ✔ | ✔ | |||
| PRŮMYSLOVÝ BL | ✔ | ✔ | ✔ | ✔ | ||
| PROFESIONÁLNÍ BL | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS výztuž | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS-MAX | ✔ | ✔ | ✔ | ✔ | ✔ | |
| VÍCEÚČELOVÝ | ✔ |
|
|
|
|