NələrdirTwist Drills?
Twist matkap metal qazma, plastik matkap, taxta matkap, universal matkap, hörgü və beton qazma kimi müxtəlif növ matkaplar üçün ümumi bir termindir. Bütün burulma matkaplarının ümumi bir xüsusiyyəti var: Qazmalara öz adını verən spiral fleytalar. İşlənəcək materialın sərtliyindən asılı olaraq müxtəlif burulma matkapları istifadə olunur.
Sarmal bucağı ilə
N yazın
●Çuqun kimi normal materiallar üçün uyğundur.
●N tipli kəsici paz təqribən burulma bucağına görə çox yönlüdür. 30°.
Bu növün nöqtə bucağı 118°-dir.
H növü
●Bürünc kimi sərt və kövrək materiallar üçün idealdır.
●H tipli sarmal bucağı təxminən 15°-dir ki, bu da daha az kəskin, lakin çox sabit kəsici kənarı olan böyük paz bucağı ilə nəticələnir.
●H tipli matkaplar da 118° nöqtə bucağına malikdir.
W yazın
●Alüminium kimi yumşaq materiallar üçün istifadə olunur.
●Sarmal bucağı təqribən. 40° kəskin, lakin nisbətən qeyri-sabit kəsici kənar üçün kiçik paz bucağı ilə nəticələnir.
●Nöqtə bucağı 130°-dir.
Materiala görə
Yüksək Sürətli Polad (HSS)
Materialı təxminən üç növə bölmək olar: yüksək sürətli polad, kobalt tərkibli yüksək sürətli polad və bərk karbid.
1910-cu ildən bəri yüksək sürətli polad bir əsrdən çox kəsici alət kimi istifadə edilmişdir. Hal-hazırda kəsici alətlər üçün ən çox istifadə edilən və ən ucuz materialdır. Yüksək sürətli polad matkaplar həm əl qazmalarında, həm də qazma maşını kimi daha sabit mühitdə istifadə edilə bilər. Yüksək sürətli poladın uzun müddət davam etməsinin başqa bir səbəbi, yüksək sürətli polad kəsici alətlərin dəfələrlə yenidən işlənməsi ola bilər. Aşağı qiymətə görə, o, yalnız qazma uçlarında istifadə edilmir, həm də torna alətlərində geniş istifadə olunur.


Kobalt Tərkibli Yüksək Sürətli Polad (HSSE)
Kobalt tərkibli yüksək sürətli polad yüksək sürətli poladdan daha yaxşı sərtliyə və qırmızı sərtliyə malikdir. Sərtliyin artması onun aşınma müqavimətini də yaxşılaşdırır, lakin eyni zamanda sərtliyinin bir hissəsini qurban verir. Yüksək sürətli polad kimi eynidir: onlar üyüdülmə yolu ilə dəfələrin sayını artırmaq üçün istifadə edilə bilər.
Karbid (KARBİD)
Sementkarbid metal əsaslı kompozit materialdır. Onların arasında volfram karbid matris kimi istifadə olunur və bəzi digər materiallar isti izostatik presləmə və bir sıra mürəkkəb proseslərlə sinter üçün bağlayıcı kimi istifadə olunur. Sərtlik, qırmızı sərtlik və aşınma müqaviməti baxımından yüksək sürətli polad ilə müqayisədə çox yaxşılaşdırılmışdır. Lakin sementlənmiş karbid kəsici alətlərin qiyməti də yüksək sürətli poladdan xeyli bahadır. Sementlənmiş karbid, alətin ömrü və emal sürəti baxımından əvvəlki alət materiallarından daha çox üstünlüklərə malikdir. Alətlərin təkrar üyüdülməsində peşəkar daşlama alətləri tələb olunur.

Kaplama ilə

Örtülməmiş
İstifadə sahəsinə görə örtüklər təxminən aşağıdakı beş növə bölünə bilər:
Örtülməmiş alətlər ən ucuzdur və adətən alüminium ərintisi və aşağı karbonlu polad kimi bəzi yumşaq materialları emal etmək üçün istifadə olunur.
Qara oksid örtük
Oksid örtükləri örtülməmiş alətlərə nisbətən daha yaxşı sürtkü təmin edə bilər, oksidləşmə və istilik müqavimətində daha yaxşıdır və xidmət müddətini 50% -dən çox artıra bilər.


Titan Nitrid Kaplaması
Titan nitridi ən çox yayılmış örtük materialıdır və nisbətən yüksək sərtliyə və yüksək emal temperaturuna malik materiallar üçün uyğun deyil.
Titan Karbonitrid Kaplaması
Titan karbonitrid titan nitriddən hazırlanmışdır, daha yüksək temperatur müqavimətinə və aşınma müqavimətinə malikdir, adətən bənövşəyi və ya mavidir. Haas emalatxanasında çuqundan hazırlanmış iş parçalarını emal etmək üçün istifadə olunur.


Titan Alüminium Nitrid Kaplaması
Titan alüminium nitridi yuxarıda göstərilən bütün örtüklərdən daha yüksək temperaturlara daha davamlıdır, buna görə də daha yüksək kəsmə mühitlərində istifadə edilə bilər. Məsələn, super ərintilərin emalı. O, polad və paslanmayan poladın emalı üçün də uyğundur, lakin tərkibində alüminium elementləri olduğu üçün alüminiumun işlənməsi zamanı kimyəvi reaksiyalar baş verəcək, ona görə də tərkibində alüminium olan materialların emalından çəkinin.
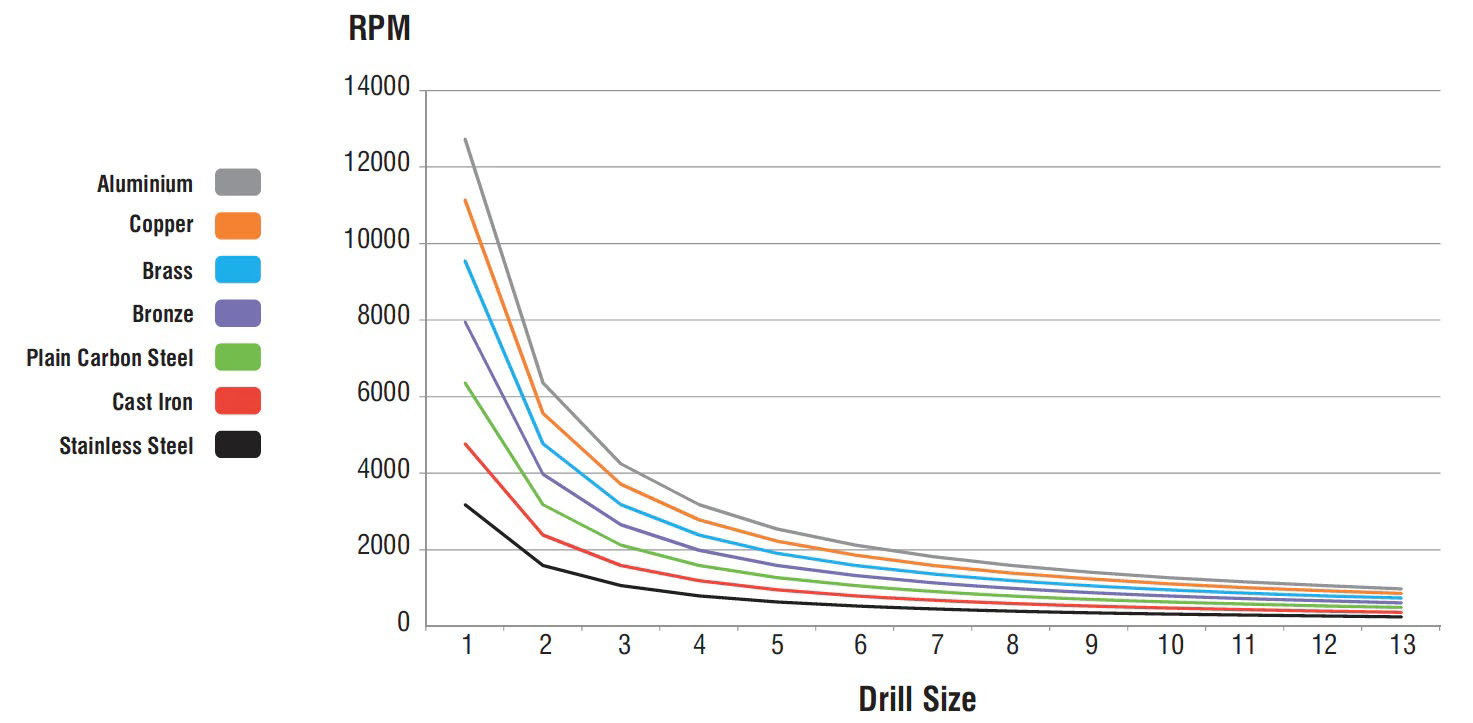
Metalda Tövsiyə olunan Qazma Sürətləri
| Qazma Ölçüsü | |||||||||||||
| 1MM | 2MM | 3MM | 4MM | 5MM | 6MM | 7MM | 8MM | 9MM | 10MM | 11MM | 12MM | 13MM | |
| PASLANMAZPolad | 3182 | 1591 | 1061 | 795 | 636 | 530 | 455 | 398 | 354 | 318 | 289 | 265 | 245 |
| ÇUKUM | 4773 | 2386 | 1591 | 1193 | 955 | 795 | 682 | 597 | 530 | 477 | 434 | 398 | 367 |
| DÜŞƏNKARBONPolad | 6364 | 3182 | 2121 | 1591 | 1273 | 1061 | 909 | 795 | 707 | 636 | 579 | 530 | 490 |
| BRONZ | 7955 | 3977 | 2652 | 1989 | 1591 | 1326 | 1136 | 994 | 884 | 795 | 723 | 663 | 612 |
| BRUS | 9545 | 4773 | 3182 | 2386 | 1909 | 1591 | 1364 | 1193 | 1061 | 955 | 868 | 795 | 734 |
| MIS | 11136 | 5568 | 3712 | 2784 | 2227 | 1856 | 1591 | 1392 | 1237 | 1114 | 1012 | 928 | 857 |
| ALÜMİNİYUM | 12727 | 6364 | 4242 | 3182 | 2545 | 2121 | 1818 | 1591 | 1414 | 1273 | 1157 | 1061 | 979 |
HSS matkapları nədir?
HSS matkapları universal tətbiq imkanları ilə xarakterizə olunan polad matkaplardır. Xüsusilə kiçik və orta seriyalı istehsalda, qeyri-sabit emal şəraitində və sərtlik tələb olunduqda, istifadəçilər hələ də yüksək sürətli polad (HSS/HSCO) qazma alətlərinə etibar edirlər.
HSS matkaplarındakı fərqlər
Yüksək sürətli polad sərtlik və möhkəmlikdən asılı olaraq müxtəlif keyfiyyət səviyyələrinə bölünür. Volfram, molibden və kobalt kimi ərinti komponentləri bu xüsusiyyətlərə cavabdehdir. Yüngül lehimli komponentlərin artırılması alətin temperlənmə müqavimətini, aşınma müqavimətini və performansını, həmçinin alış qiymətini artırır. Buna görə kəsici material seçərkən hansı materialda neçə deşik açılacağını nəzərə almaq vacibdir. Az sayda deşiklər üçün ən sərfəli kəsici material HSS tövsiyə olunur. Seriya istehsalı üçün HSCO, M42 və ya HSS-E-PM kimi yüksək keyfiyyətli kəsici materiallar seçilməlidir.
| HSS dərəcəsi | HSS | HSCO(həmçinin HSS-E) | M42(həmçinin HSCO8) | PM HSS-E |
| Təsvir | Ənənəvi yüksək sürətli polad | Kobalt alaşımlı yüksək sürətli polad | 8% kobalt alaşımlı yüksək sürətli polad | Toz metallurgiya üsulu ilə istehsal olunan yüksək sürətli polad |
| Tərkibi | Maks. 4,5% kobalt və 2,6% vanadium | Min. 4,5% kobalt və ya 2,6% vanadium | Min. 8% kobalt | HSCO ilə eyni inqrediyentlər, fərqli istehsal |
| istifadə edin | Universal istifadə | Yüksək kəsmə temperaturu/əlverişsiz soyutma, paslanmayan polad üçün istifadə edin | Çətin kəsilən materiallarla istifadə edin | Seriya istehsalında və yüksək alət ömrü tələbləri üçün istifadə edin |
HSS Drill Bit Seçim Diaqramı
| PLASTİK | ALÜMİNİYUM | MIS | BRUS | BRONZ | DÜZ KARBONLU POLAD | ÇUKUM | Paslanmayan polad | ||||
| ÇOX MƏQSƏDLİ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| Sənaye METAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| STANDART METAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
|
| |||
| TITANIUM örtüklü | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| TURBO METAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
| HSSiləKOBALT | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
Hörgü Drill Bit Seçim Diaqramı
| GİL Kərpic | odlu kərpic | B35 BETON | B45 BETON | DƏMİR-BETON | QRANİT | |
| StandartKərpic | ✔ | ✔ | ||||
| Sənaye Betonu | ✔ | ✔ | ✔ | |||
| TURBOBETON | ✔ | ✔ | ✔ | ✔ | ||
| SDS STANDARTI | ✔ | ✔ | ✔ | |||
| SDS INDUSTRIAL | ✔ | ✔ | ✔ | ✔ | ||
| SDS PROFESSIONAL | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS REBAR | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS MAX | ✔ | ✔ | ✔ | ✔ | ✔ | |
| ÇOX MƏQSƏDLİ | ✔ |
|
|
|
|